Hvað er örvunarmeðferð?
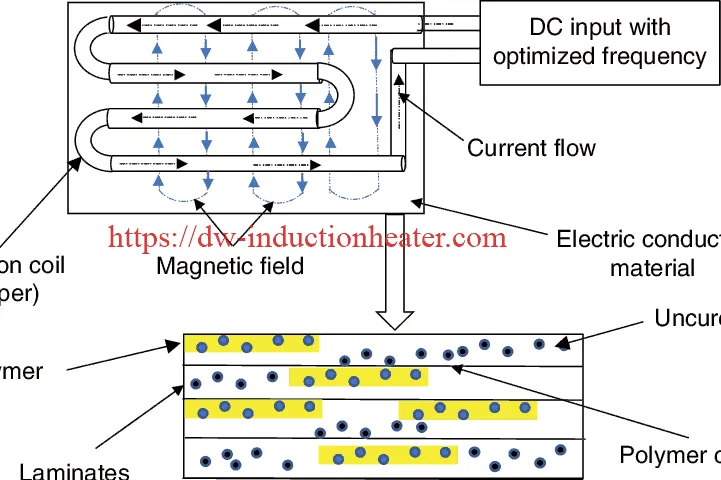
Hvernig virkar örvunarmeðferð? Einfaldlega sagt, línuafli er breytt í riðstraum og afhent í vinnuspólu sem skapar rafsegulsvið innan spólunnar. Hluturinn með epoxýinu á getur verið málmur eða hálfleiðari eins og kolefni eða grafít. Til að lækna epoxý á óleiðandi undirlagi eins og gleri, er hægt að nota rafleiðandi susceptor til að flytja hitann yfir í óleiðandi efni.
 innleiðsluherðingarregla-kenning
innleiðsluherðingarregla-kenningHver er ávinningurinn af örvunarmeðferð?
Einþátta epoxý lím sem eru hitalæknuð geta notað hita frá ýmsum aðilum. Dæmigert er ofn en einnig eru notaðar hitaloftbyssur, bökunarplötur og örvunarhitun. Örvunarherðing getur dregið verulega úr þeim tíma sem þarf til að lækna epoxýið og lágmarka áhrif hita á nærliggjandi íhluti þar sem örvunarhitun skilar hita nákvæmlega til límsvæðisins.
Er örvunarlækning góður kostur fyrir umsóknina mína?
Að veita þínum búnaður til upphitunar sérfræðingurinn og epoxý límframleiðandinn þinn upplýsingar um eftirfarandi efni munu hjálpa þeim að gera bestu meðmælin.
1. Efni eða undirlag sem verið er að tengja - Að skilja hvað undirlagið eru mun hjálpa til við að ákvarða hitunarhraða og kraft sem þarf til að lækna límið. Til dæmis hitar járn með minna afli en þarf til að hita ál.
2. Stærð íhlutanna sem verið er að tengja saman - Minni hlutar þurfa hærri tíðni til að hita upp. Stærri svæði njóta góðs af minni tíðni.
3. Epoxýkröfur - Það er lágmarks/hámarksþröskuldur til að herða epoxý. Lágmarkshitastig sem þarf til að framkvæma lækningu og hámarkshiti sem leyfilegt er áður en epoxýið er brotið niður.
Örvunarherðing til að tengja kvarsflís við stálhólk
Fyrirtæki í bílaiðnaðinum er að leita að innleiðsluhitakerfi sem getur náð 175°C (347°F) hitastigi og haldið því innan þröngra vikmarka +/- 3C. Innleiðsla hitun mun hita stálhólk til að lækna lím til að festa kvarsflís. Innleiðsluhitun er ákjósanleg aðferð vegna þess að hún veitir hraðari, stjórnaða og jafnari upphitun.

Iðnaður: Bílar
Búnaður: DW-UHF-10kW upphitunar hitakerfi Mælt er með því að þessi herðingarforrit hækki og haldi æskilegu hitastigi.
Aðferð:
Markmiðið með þessari örvunarherðingu er að hita tvær hliðar stálhólks sem er 1.064" (2.70 cm) OD, 7.25" (18.41 cm) langur með 1" (2.54 cm) hitasvæði upp í 175 C (347°) F) og haltu því hitastigi í 60 sekúndur til að framkvæma tengingu. Æskilegt hitastig náðist á 13 sekúndum. Hitastillir af K-gerð var notaður til að mæla hitastigið.
 örvunarmeðferðarferli
örvunarmeðferðarferliÖrvunarherðing til að tengja kvarsflís við stálhólk