Induction Soldering Brass Tengi Í Sól Panel Með IGBT Induction Hitari
Markmið Lóðmálmur þrír kopar tengi eitt í einu í tengiboxi sólarplata án þess að hafa áhrif á íhlutina í tengiboxinu
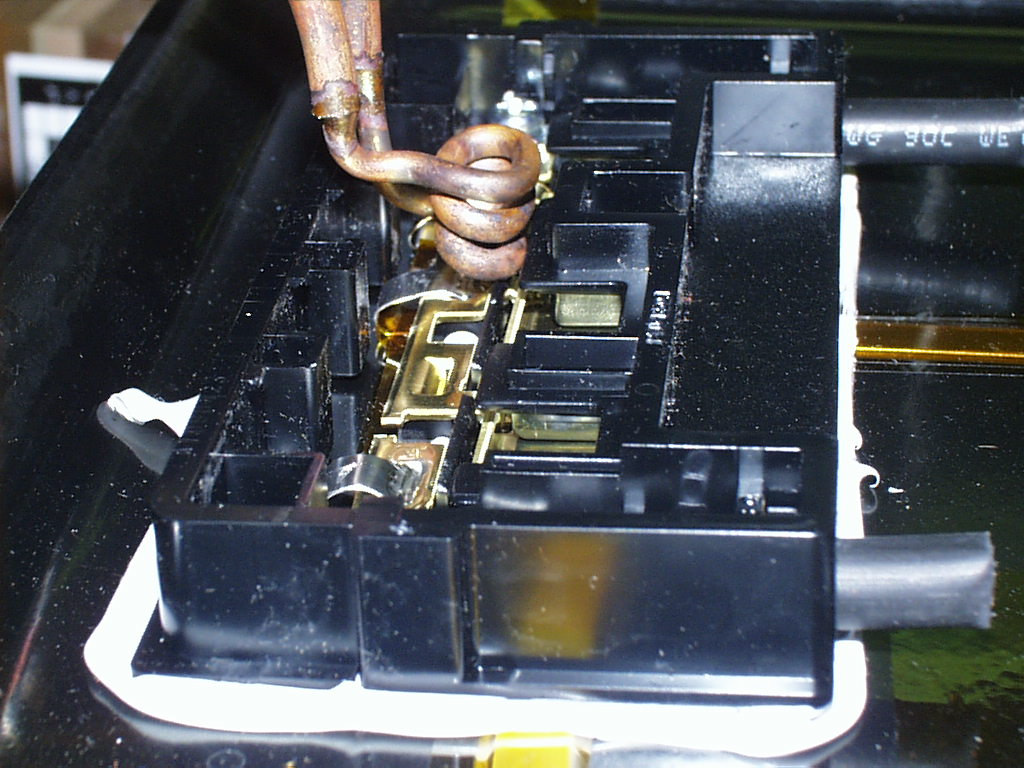
Efni Sól spjaldið mótum kassi, kopar tengi, lóðmálmur vír
Hitastig 700 ºF (371 ºC)
Tíðni 344 kHz
Búnaður • DW-UHF-6 kW innleiðsluhitakerfi, búið ytra vinnuhausi sem inniheldur einn 1.0 μF þétta.
• Upphitunarspóla sem er hannaður og þróaður sérstaklega fyrir þetta forrit.
Aðferð Þriggja snúninga sporöskjulaga hringlaga spírall er notaður til að hita tengin. Lóðmálmvír er settur á samskeyti og hver samskeyti er hituð sérstaklega í 5 sekúndur til að lóða tengið. Heildar vinnslutími er 15 sekúndur fyrir liðina þrjá.
Niðurstöður / Hagur Innrennsli upphitun veitir:
• Nákvæmni nákvæmni skilar aðeins upphitun í samskeyti; hefur ekki áhrif á nærliggjandi íhluti
• Staðbundin hiti framleiðir snyrtilega og hreina lið
• Framleiðir hágæða, endurtakanlegar niðurstöður
• Jafnvel dreifing hita