
Induction Brazing Coils
Lýsing
Induction Brazing Coils
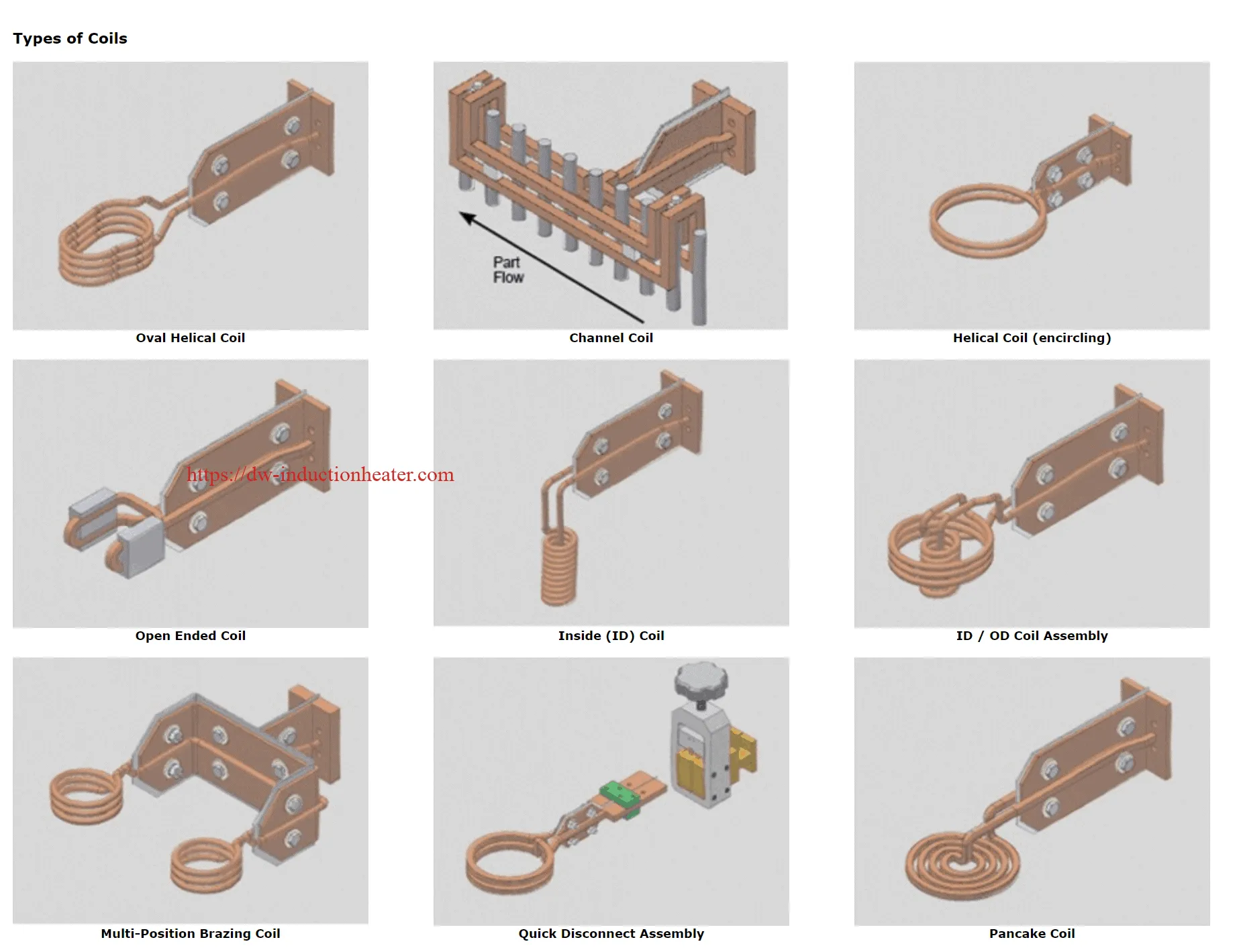
Sama hvaða form, stærð eða stíl örvunar spólu þú þarft, við getum hjálpað þér! Hér eru aðeins nokkur hundruð spólahönnunar sem við höfum unnið með. Pönnukökuspólur, vindusnúningur, þjöppusnúningur ... ferkantaðir, hringlaga og rétthyrndir rör ... Einhringur, fimm snúningur, tólf snúningur ... undir 0.10 ″ auðkenni yfir 5 ′ auðkenni ... fyrir innri eða ytri upphitun. Hverjar sem kröfur þínar eru, sendu okkur teikningar þínar og upplýsingar til að fá skjóta tilboð. Ef þú ert nýbyrjaður í upphitun upphitunar skaltu senda okkur hlutina þína til að fá ókeypis mat.
Induction Upphitun Spólu Hönnun
Framleitt úr mjög leiðandi koparrör eða plötu framkalla hita spólu hönnun hefur áhrif á notkun, val á tíðni, aflþéttleika og hitatíma. Tilgangurinn með virkjunarspólunni er að búa til segulflæðimynstur til að mynda straumleið í vinnuhlutanum til að vali hiti svæðisins á samsetningunni sem á að vera lóðuð.

The Innleiðsla spólu verður að vera rétt staðsett á samsetningunni þannig að nauðsynlegt sé að hita sé náð. Loftrýmið eða tengibúnaðin milli vinnubúnaðarins og innri spólu skal lágmarka vegna skilvirkni. Dæmigert hönnunar eyður af 0.125 tommu (3.175 mm) til 0.250 tommu (6.350 mm) eru eðlilegar fyrir lóðun með helical spólu.
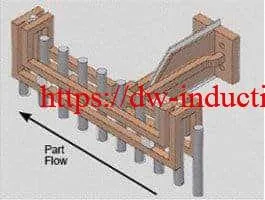
Óreglulega lagaðir köflum gætu þurft viðbótarákvarðanir sem krefjast viðbótarafl til að sigrast á þessum lélega tengingarhagkvæmni. Í þessum tilfellum er átt við aðstæður þar sem hringlaga spólu með stórum loftskrúfu eða non-encircling spólu er nauðsynlegt til að komast í braze svæðið.
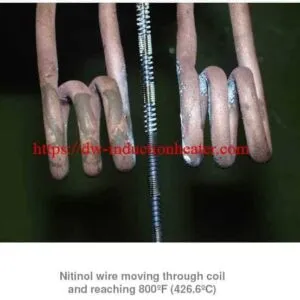
Svæðið sem á að hita ákvarðar lengd örvunar spólu. An örvunar spólu Það er of stuttur mun krefjast lengri upphitunar tíma til að leyfa hita, með leiðni, til að ná yfir svæðið. An framkalla hita spólu Það er of breitt mun hita meira málm en nauðsynlegt er og því vera minna duglegur. HLQ Induction Upphitun Machine Co hefur marga sérstaka hönnun inductors fyrir staðbundna upphitun og spólu sem hita skilvirkt án þess að umlykur vinnuborðið.
Búið til úr mjög leiðandi koparrör eða -plötu, er hönnun sveigjanlegrar spólunnar undir áhrifum umsóknar, val á tíðni, aflþéttleika og hita tíma. Tilgangur örvunar spólu er að búa til segulmagnaðir flux mynstur til að búa til núverandi slóð í vinnubúnaði til að valkvætt hita svæðið í söfnuðinum að vera brazed.
Aðdráttarspólinn verður að vera rétt staðsettur á samstæðunni svo hægt sé að ná fram nauðsynlegri upphitun. Lækka skal loftbilið eða tengibúnaðinn milli vinnuhlutans og innan í spólu af hagkvæmnisástæðum. Dæmigerð hlerun frá 0.125 tommur (3.175 mm) til 0.250 tommur (6.350 mm) er hæfileg til lóða með þyrilspólu.
Óreglulega lagaðir köflum gætu þurft viðbótarákvarðanir sem krefjast viðbótarafl til að sigrast á þessum lélega tengingarhagkvæmni. Í þessum tilfellum er átt við aðstæður þar sem hringlaga spólu með stórum loftskrúfu eða non-encircling spólu er nauðsynlegt til að komast í braze svæðið.
Svæðið sem á að hita ákvarðar lengd virkjunarspólunnar. Að örvunarspírall sem er of stuttur mun þurfa lengri upphitunartíma til að hitinn, með leiðni, nái yfir svæðið. Aðdráttarspólu sem er of breiður mun hita meiri málm en nauðsyn krefur og því vera minna duglegur. HLQ framkalla hita Co hefur marga sérstaka hönnun á aðdráttarspólum til staðbundinnar upphitunar og vafninga sem hitna á skilvirkan hátt án þess að umlykja verkið.
Induction Upphitun Spólu Hönnun og Basic Design