Induction Brazing Kopar Tube
Lýsing
Induction Brazing kopar rör með hátíðni RF hitakerfi
Rannsóknarmarkmið
Til að hita koparrörssamstæðu í óvirkum andrúmslofti við 1450 ° F innan 45 sekúndna til þess að losa það án þess að hreinsa eða hreinsa sýru.
Varahlutir og efni Lýsing
Kopar rör samkoma, hitastig skynjun mála, lóða fyrirfram eyðublöð
Hitastig sem þarf
1450 ° F
Innleiðsla hitunarbúnaður
DW-UHF-10kW Induction Upphitunaraflgjafi, fjarvarmastöð með tveimur 1.25 microfarad þéttum (uppsöfnuð rúmtak 0.625 mfd.) Og sérhannaðan spenna (spólu)
Rekstrartíðni
400kHz
Upphitunarferli
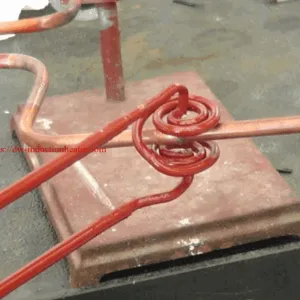
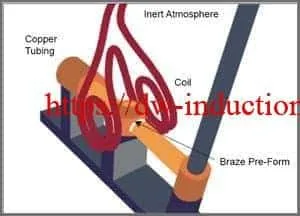
Prófunin var gerð í ABS Mark 2 sem innihélt blöndu af 95% Argon og 5% vetnisgasi. Sérhönnuð, fjögurra snúningshorfur, spiral sprautari var notaður til að veita ákjósanlegan hita á samskeyti rörsins. Eftir að fyrstu prófanir voru gerðar með berum hlutum og hitaefnismælingum til að ákvarða hitastig og upphitunar snið, var hitastig 1450 ° F náð á 45 sekúndum til að bráðna forskeyðublöðin.
Niðurstaða
Árangursríkar niðurstöður voru náð við 1450 ° F innan 45 sekúndna. Þar sem hita fer í gegnum túpasamstæðuna, þurfa síðari liðir á sömu samsetningu krefjast minni tíma. Brazing kopar rör þingum er frábær umsókn um framkalla hita.