Innleiðsla herða kjálka tennur úr kolefni stáli
Lýsing
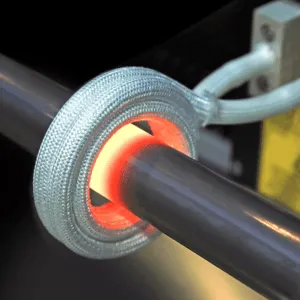
Hátíðni örvun herða kjálka tennur af yfirborðsferli kolefni stáli
Markmið
Árangursrík herða á kjálka tennur með örvun.
búnaður
DW-UHF-6KW-I handfestingarherðunarvél
Sérsniðin spólu HLQ
efni
Kjálka tennur úr kolefni stáli sem viðskiptavinurinn lætur í té
Lykilatriði
Afl: 4 kW
Hitastig: Um það bil 1526 ° F (830 ° C)
Tími: 10-15 sek
Aðferð:
- Prófspólu var sérsmíðaður fyrir forritið.
- Sýnið var fest í stöðu inni í spólunni.
- Inndælingarhitun var beitt á tennurnar.
- Fylgst var með hitastigi sýnisins við upphitun.
- Hita var beitt þar til herðunarhitastigið var náð.
Niðurstöður:
- Kerfinu tókst að ná hámarksstyrk.
- Tönnin var hituð að 830 ° C á 12 sek.
- 930 ° C var náð á 20 sek.
- Curie punktinum (um 770 ° C) er náð á 5 sek.
Ályktanir:
- Stilling kerfis - DW-UHF-6KW-I er hentugur fyrir ferlið.
- Klassísk spólu er einnig hentugur fyrir þetta forrit.
Tillögur:
- Sjálfvirkni ferlisins er hægt að ná með því að færa annaðhvort HS með spólu eða kjálka í lóðrétta átt.
- Velja þarf rétt kælikerfi. Kælinými - að minnsta kosti 4kW. Hægt er að nota vatn-til-loft kerfi en það fer eftir umhverfishitastiginu.