Induction Upphitun Mótun Catheter Ábending Með IGBT High Frequency Upphitun Einingar
Markmið Hitaðu vatnskældan stáldorn í 700 ° C til að mynda hágæða Teflon hollegg.
Efniviður Teflon slöngulokar, dornasamkoma
Hitastig 600-700 ° F (315-371ºC)
Tíðni 376 kHz
Búnaður • DW-UHF-6 kW innleiðsluhitakerfi, búið fjarstýrðu vinnuhausi sem inniheldur einn 0.66 μF þétti.
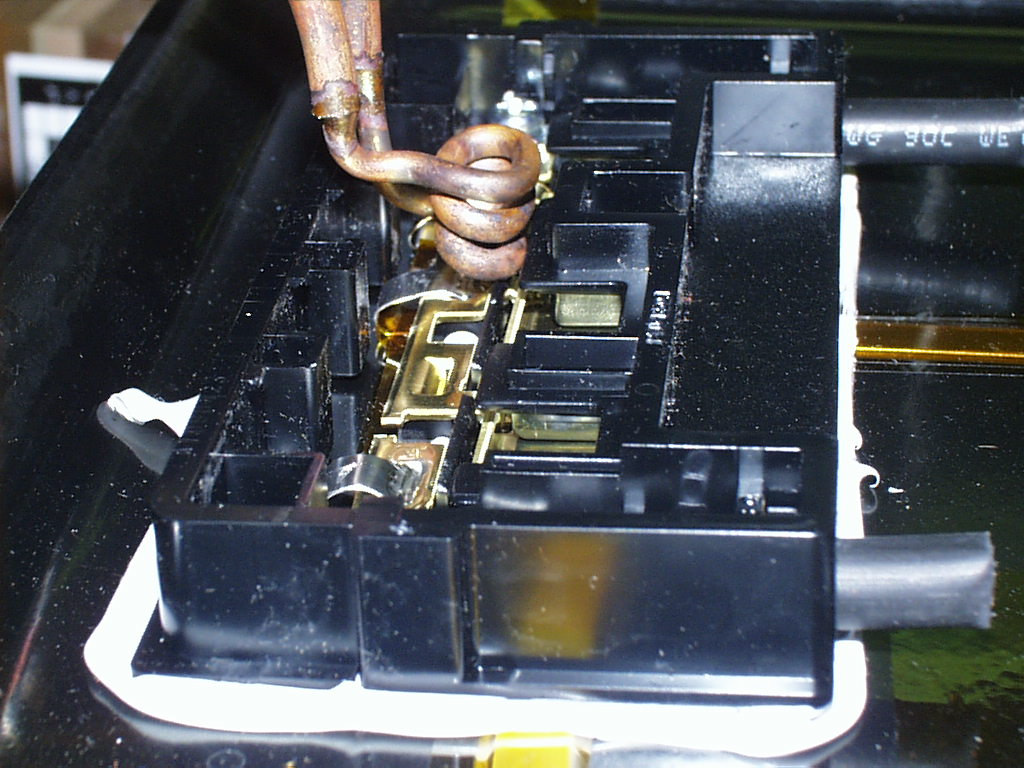
• Upphitunarspóla sem er hannaður og þróaður sérstaklega fyrir þetta forrit.
Aðferð Tveggja snúnings spóla er notuð til að hita stáldornið niður í 660 ºF (371 ºC) á 2.7 sekúndum. Til að mynda þverlegginn er beitt RF-afli meðan leggnum er haldið yfir dornið. Slöngunni er síðan ýtt áfram á dornið til að mynda stöðuga, jafna þjórfé.
Niðurstöður / Hagur Innrennsli upphitun veitir:
• Nákvæmt, endurtekið hitaforrit
• Hitastig án snertingar
• Hraðari hringrásartímar