Induction Annealing Kopar Tube
Lýsing
Induction Annealing Kopar Tube Með High Frequency Induction Hitakerfi
Markmið Að hita báða enda koparrörsins til að glæðast eins mjúkt og mögulegt er 1.5 mm frá enda og halda fullri hörku við hliðina á glæðingu
Efni 1.625 "(41.275mm) dia x 24" (609.6mm) löng kopar rör
Hitastig 1500 ºF (815.5 ºC)
Tíðni 60 kHz
Búnaður • DW-HF-45kW innleiðsluhitakerfi, búið fjarstýrðu vinnuhausi sem inniheldur átta 1.0μF þétta fyrir samtals 8.0 μF

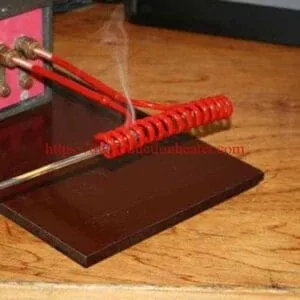
• Upphitunarspóla sem er hannaður og þróaður sérstaklega fyrir þetta forrit.
Aðferð Fjögurra snúninga þyrilsnúningur er notaður við þetta glæðunarferli. Koparrörinu er komið fyrir í spólunni og aflinu er beitt í samtals 7.5 sekúndur. Á 3.75 sekúndum er koparrörinu snúið hálfa beygju til að tryggja einsleita glæðingu. Koparinn er slökktur strax á slöngunni til að tryggja að glóðuð svæði sé aðeins
1.5 ”(38.1 mm) frá enda rörsins. Rörinu er síðan snúið til að glæða hinn endann.
Niðurstöður / Hagur Innrennsli upphitun veitir:
• Stýrður beiting hita á mjög sérstakt svæði
• Hraðari ferli, aukin framleiðsla
• Skilvirkni, lág orkukostnaður
• Handfrjáls upphitun sem felur í sér enga kunnáttu stjórnenda við framleiðslu