
Induction herða saga tennur af blað
Lýsing
Induction herða saga tennur af blað
Inndælingaraðferð að herða tennur stálsagblaðs sem samanstendur af „háhraða verkfærastáli“, sem samanstendur af því að leiða hátíðni innleiðslustraum í gegnum tennur blaðsins þannig að allar agnir tanna, bæði á yfirborðinu og í innri þess eru hituð að hitastiginu sem er u.þ.b. 2375 ° F án þess að hita aðra hluta blaðsins á svipaðan hátt og stjórna tíðni og styrk framkallaðs straums þannig að í raun allir karbít í tönnunum eru í ástandi til að leysast upp í austenitískt fylki nánast um leið og stálið nær mikilvægum hitastigi og síðan kælir tennurnar að hitastigi sem er verulega undir mikilvægum hitastigi áður en verulegur kornvöxtur á sér stað; í stað þess að annaðhvort herða allt blaðið eða bara örvunarflöt sem herðir tennurnar.

Induction herða saga tennur af blaðinu til að herða umsókn; markmiðið er að stytta upphitunartímann
Efni: Hluti sögblaðsins
Hitastig: 1650 ºF (899 ºC)
Tíðni: 134 kHz
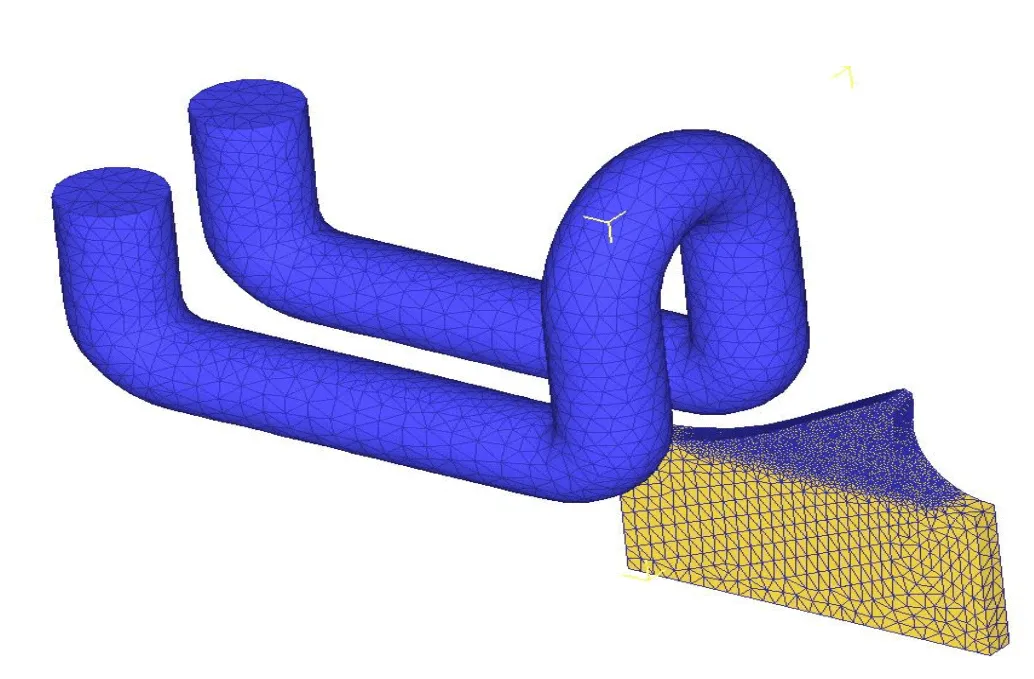
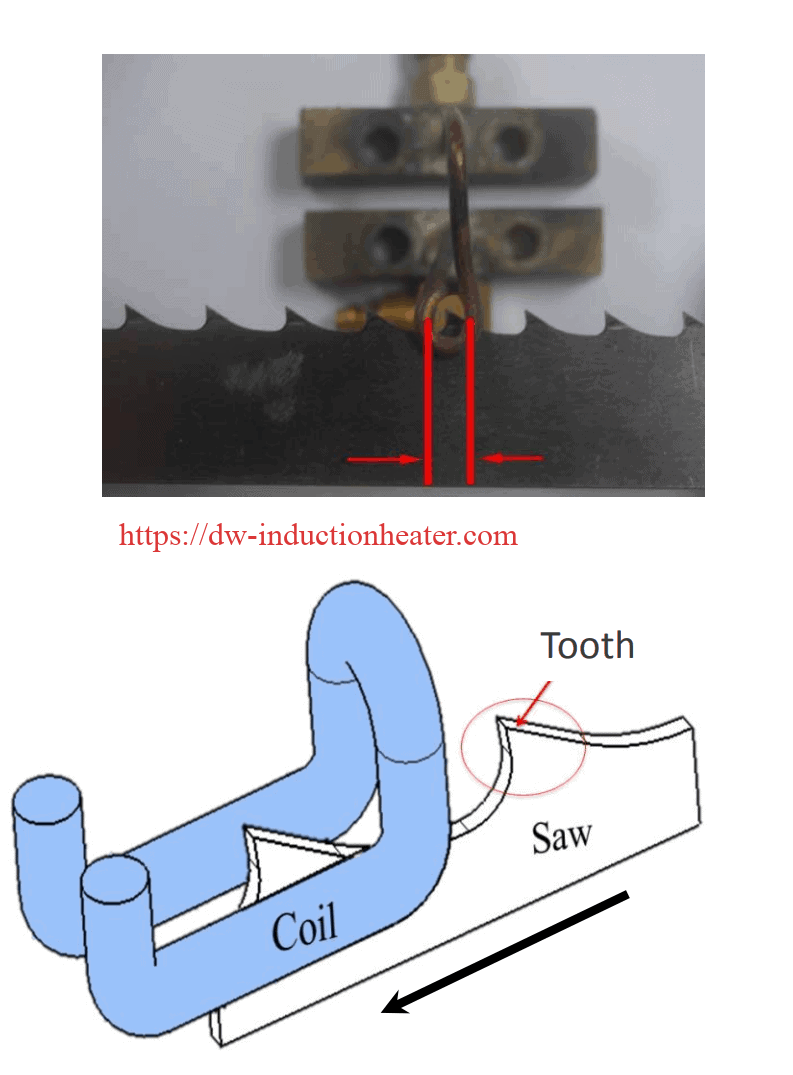
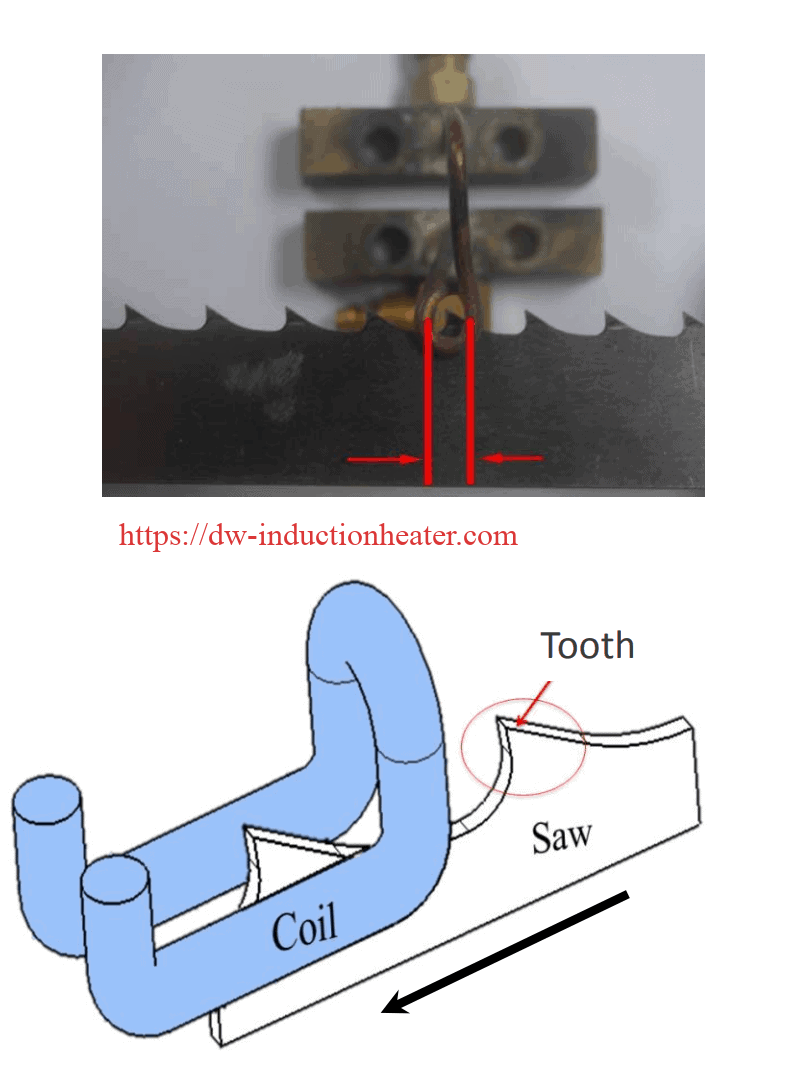
Búnaður: DW-UHF-30kW 50-150 kHz innrennsli hitakerfi búinn fjarstýrðu vinnuhausi sem inniheldur átta 1.0 μF þétta. Tveggja snúninga þyrluhitunar spólu með mörgum stöðum hannað og þróað sérstaklega fyrir þetta forrit

Upphitunarhitaspólan var þróuð þannig að hún einbeitti sér ekki hita í ytri brún dal tannsins. Hlutanum var komið fyrir undir spólunni í um það bil 1/8 ”(3.2 mm) fjarlægð og kveikt var á rafmagninu. Með 30 kW DW-UHF Virkjun hita aflgjafa hlutinn hitaður að hitastigi innan markhraða fimm tanna á
fjórar sekúndur.
Niðurstöður / Hagur
Hraði: Viðskiptavinurinn var þegar að nota örvun en vildi uppfæra í hærra aflkerfi til að auka
framleiðsluhlutfall þeirra (Áður en viðskiptavinur notaði örvun frá HLQ notaði hann kyndil.)
Nákvæmni og endurtakanleiki: Kyndill er ekki eins nákvæmur og örvun og er ekki endurtekinn, en örvun getur verið
útfærð til að vera mjög endurtekin
Skilvirkni: Innleiðsluherða notar minni orku en kyndill og býður upp á upphitun á / af upphitun




