Innleiðsla forvarnir hnoð af karbít stáli
Lýsing
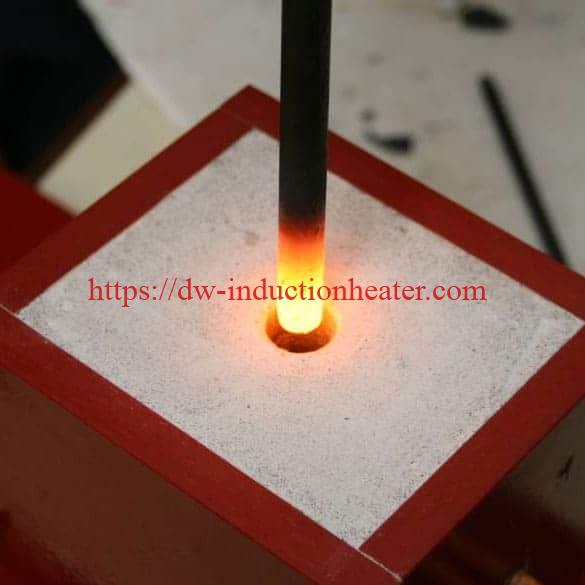
Induction Forhitun Nitar Carbide Stál Með RF Induction Mynda Upphitun Einingar
Markmið Hitaðu hnoð með lágt kolefni kolefni og handrið til að endurbæta fyrir smíði
Efni Lítið kolefni stál hnoð 7/16 ”(11.1 mm) dia x 1.5” (38 mm) og 1.9 ”(47 mm) langt, lágt kolefni bar 1.25” (32 mm) dia x 3 ”(75 mm) hitasvæði
Hitastig 1922 ºF (1050 ºC)
Tíðni 48 kHz fyrir hnoð 55 kHz fyrir stöngina
Búnaður · DW-HF-25 kW innleiðsluhitakerfi, búið fjarstýrðu vinnuhausi sem inniheldur tvö 1.5? F þétta fyrir samtals 0.75? F
· Upphitunarspóla sem er hannaður og þróaður sérstaklega fyrir þetta forrit.
Aðferð A Þriggja snúninga hylkisþrýstingur er notaður fyrir hnoðana og fjögurra snúninga hylkisþrýstingur er notaður til að hita upp handrið. Hnoðin eru hituð að 1922 ºC árið 1050
22-25 sekúndur og rimlarnir eru hitaðir að 1922 ° C (1050 ° C) á 4 mínútum og 43 sekúndum.
Niðurstöður / Hagur Innrennsli upphitun veitir:
· Stýranleg hita mynstur
· Auðveld notkun á staðnum
· Safe, engin opinn logi
· Jafnvel dreifing hita