


örvunarhitun til að þurrka mat í snúningstrommu
Lýsing
Innleiðsluhitun til að þurrka mat í snúningstrommunotkun
Rafsegulörvunarhitunarþurrkari er eins konar búnaður sem er mikið notaður til að þurrka mat, kaffi, sojabaunir, korn, hnetur, jarðhnetur, olíu, þurrvöru og aðrar landbúnaðar- og hliðarvörur eða matvæli. Hitabúnaður hefðbundinna steikarpanna af trommugerð eru aðallega kolaofnar, gufuofnar eða rafhitunartæki. Ofangreind þrjú hitunartæki eru öll óbeinar hitunaraðferðir, það er að segja að hiti er fluttur á steikarpönnu með hitaflutningi.
Vegna vandamála lágrar hitauppstreymis og mikillar orkunotkunar í hefðbundinni trommusteikarpönnu, rafsegul trommuþurrkarar með örvunarhitun hafa birst á markaðnum, það er að trommuþurrkarinn er hituð í gegnum meginregluna um rafsegulörvunarhitun. Virka meginreglan er: trommuþurrkur. Það eru mörg sett af rafsegulspólum að utan og mörg sett af rafsegulspólum mynda segulsvið til skiptis eftir að hafa farið í gegnum riðstrauminn. Þar sem trommuþurrkarinn framkvæmir hreyfingu til að klippa segulsviðslínur í víxlsegulsviðinu, myndast riðstraumur inni í trommuþurrkaranum. Það er hringstraumur, sem rekst á og nuddist við atóm inni í steikarpönnunni á miklum hraða og myndar þar með Joule hita til upphitunar. Vegna þess að upphitunargjafi rafsegulþurrkunnar er trommuþurrkarinn sjálfur, getur það í raun leyst vandamálið með lágri hitauppstreymi kolaofna, uppgufunarofna og rafhitunarbúnaðar.
 Hins vegar, vegna tilvistar margra setta af rafsegulspólum, er sterkt segulsvið til skiptis í kringum rafsegulörvunarhitunarþurrkari, og skiptisegulsviðið mun gefa frá sér rafsegulgeislun. Þegar margir rafsegulþurrkarar í iðnaðinum vinna á sama tíma, mun rafsegulgeislunin skemma innri tæki vélrænna búnaðarins og hafa þar með áhrif á endingartíma vélbúnaðarins. Að auki er það einnig óhagstætt fyrir rekstraraðila að vinna í rafsegulgeislun í langan tíma. Þess vegna er nauðsynlegt að draga úr rafsegulgeisluninni sem myndast af rafsegulþurrkunni.
Hins vegar, vegna tilvistar margra setta af rafsegulspólum, er sterkt segulsvið til skiptis í kringum rafsegulörvunarhitunarþurrkari, og skiptisegulsviðið mun gefa frá sér rafsegulgeislun. Þegar margir rafsegulþurrkarar í iðnaðinum vinna á sama tíma, mun rafsegulgeislunin skemma innri tæki vélrænna búnaðarins og hafa þar með áhrif á endingartíma vélbúnaðarins. Að auki er það einnig óhagstætt fyrir rekstraraðila að vinna í rafsegulgeislun í langan tíma. Þess vegna er nauðsynlegt að draga úr rafsegulgeisluninni sem myndast af rafsegulþurrkunni.
Innleiðsluhitunaráætlun fyrir snúningstromluþurrkara
1.Innleiðsluhitun með margsnúningi, ytri innleiðsluspólu
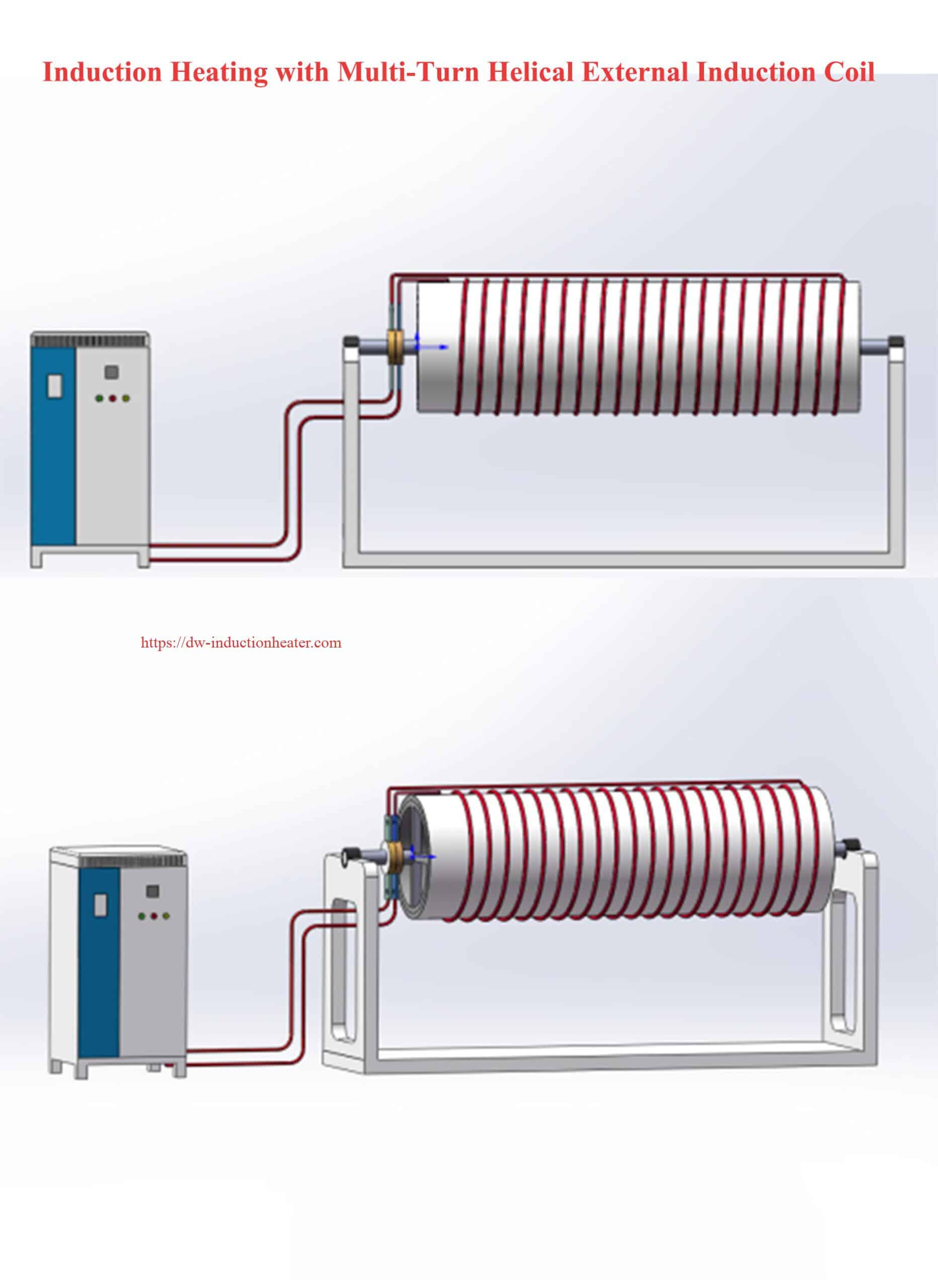
Innleiðsluhitunarspólur eru vafnar utan um einangrunarbómullina sem er vafið utan um þurrkuna. Margsnúningum þyrillaga sárspólum og þurrkunartrommu er snúið samtímis. Innleiðsluhitakerfið keyrir til að hita þurrkunartrommann á hraðan og skilvirkan hátt.
2.Induction Hitun með Multi-Turn Helical Innri Induction Coil
Innleiðsluhitunarspólur eru vafnar inni í þurrkunartromlunni, margsnúningum þyrillaga sárspólum og þurrkunartrommu er snúið samtímis. Innleiðsluhitakerfið keyrir til að hita innra hitastig þurrkunartromlunnar.
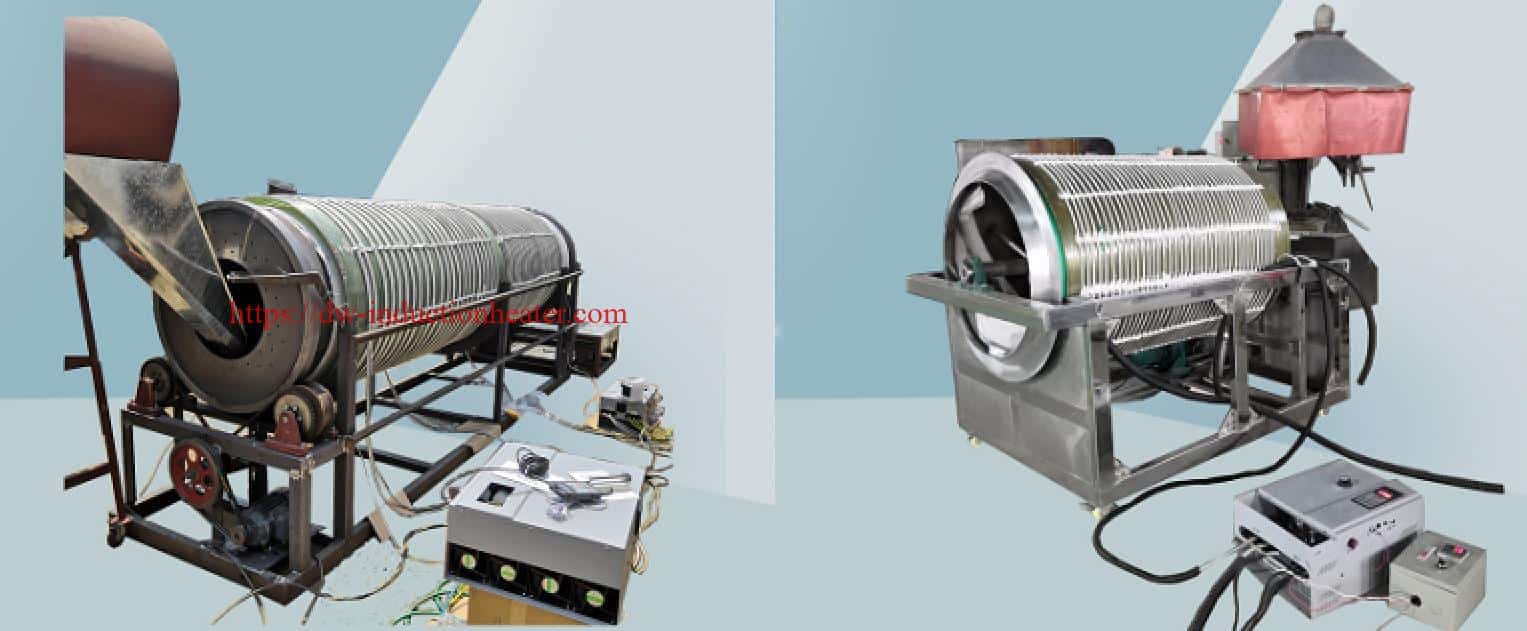
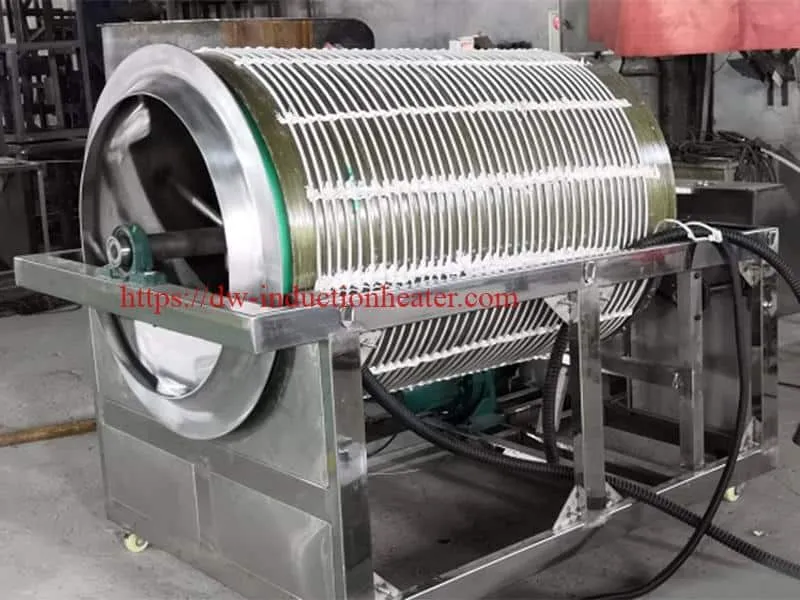
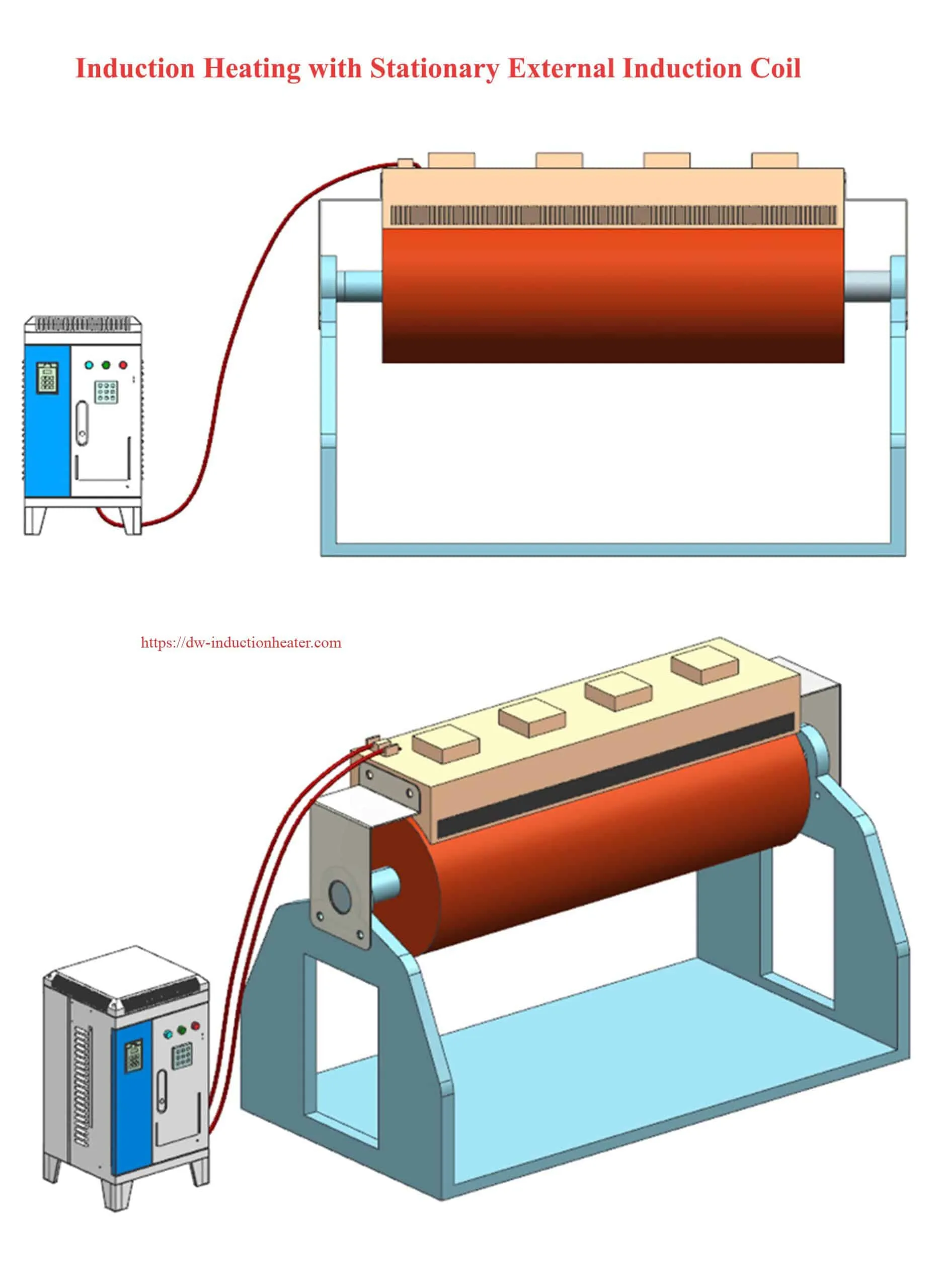
3. Innleiðsluhitun með kyrrstæðum ytri innleiðsluspólu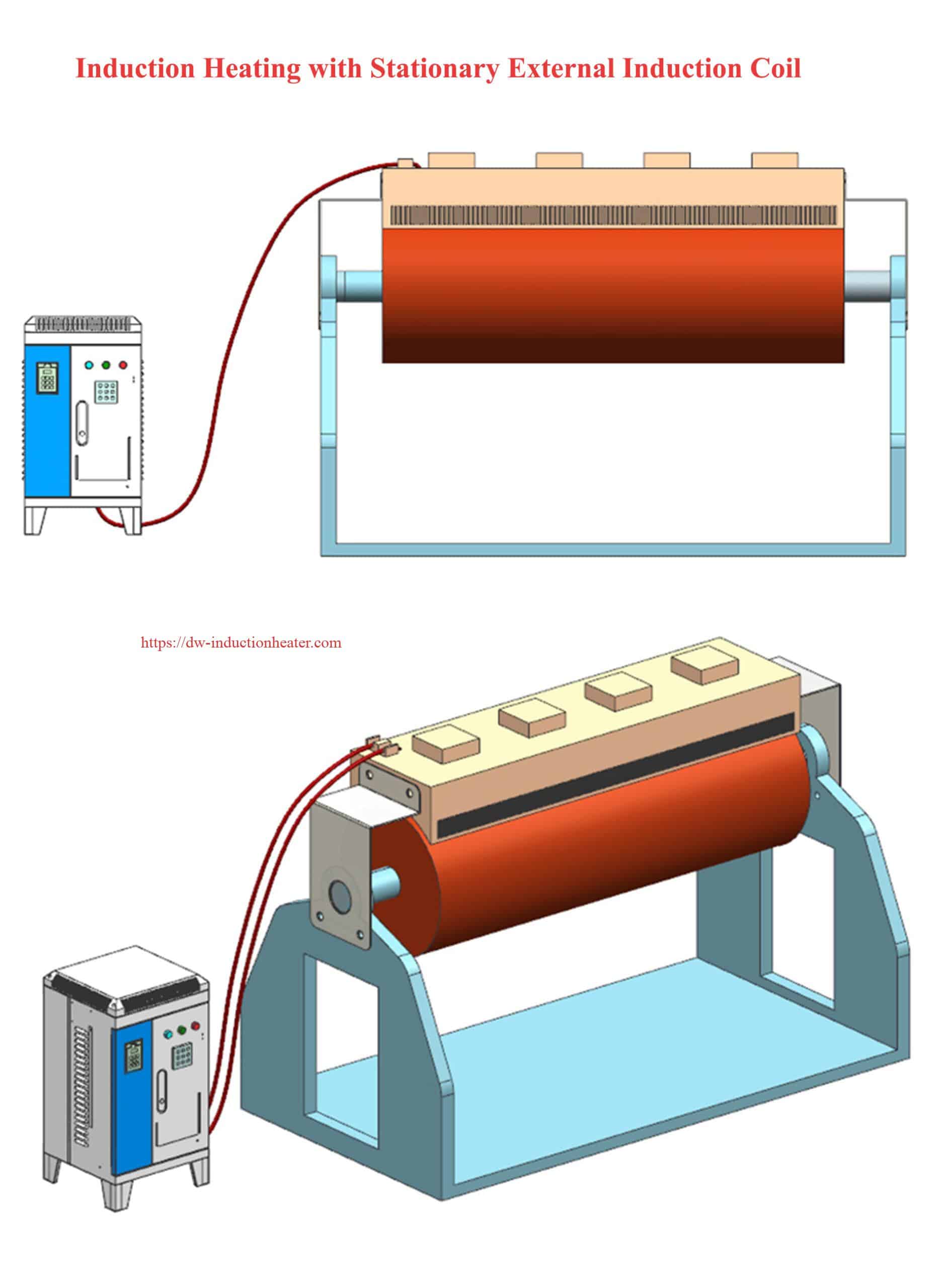
Innleiðsluhitunarspólur eru bognar ytri spólur sem festar eru á stuðninginn fyrir ofan þurrkunartromlu. Þegar þurrkunartromlan snýst, helst innleiðsluhitunarspólan kyrr. Innleiðsluhitakerfið keyrir til að hita þurrkunartrommann á hraðan og skilvirkan hátt.
4. Innleiðsluhitun með kyrrstöðu innri innleiðsluspólu
Induction hitunarspólur eru framleidd í samræmi við stærð þurrkunartromlu, og sett inni í tromlunni. Þegar snúningstrommuþurrkarinn snýst, helst innleiðsluhitunarspólan kyrr. Innleiðsluhitakerfið keyrir til að hita innra hitastig þurrkunartromlunnar.
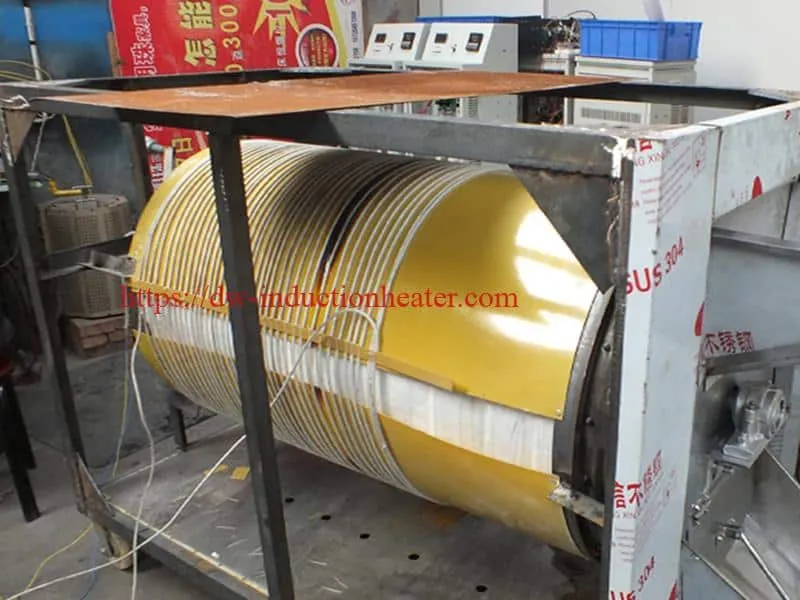
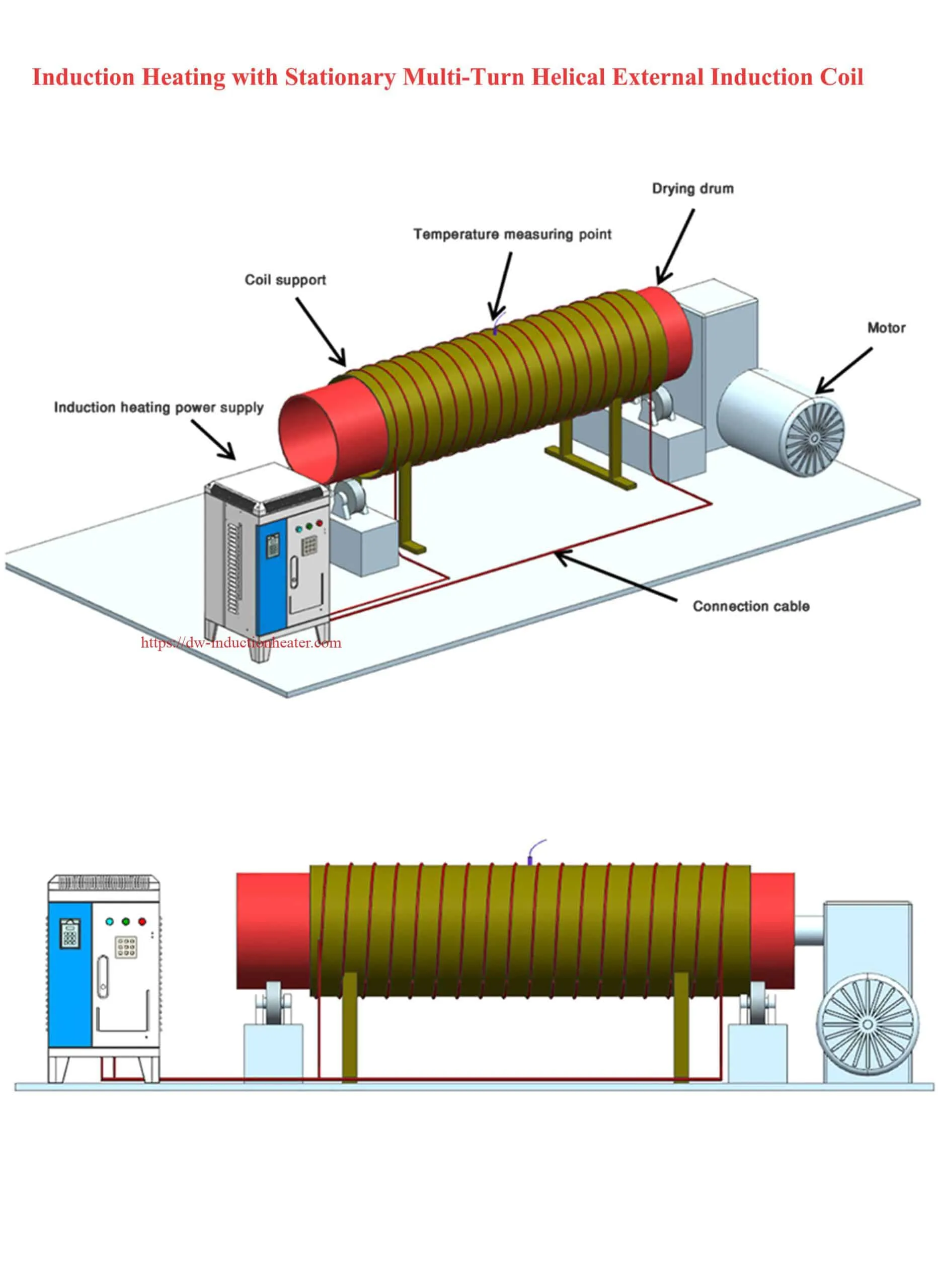
5.Induction Hitun með kyrrstöðu Multi-Turn Helical External Induction Coil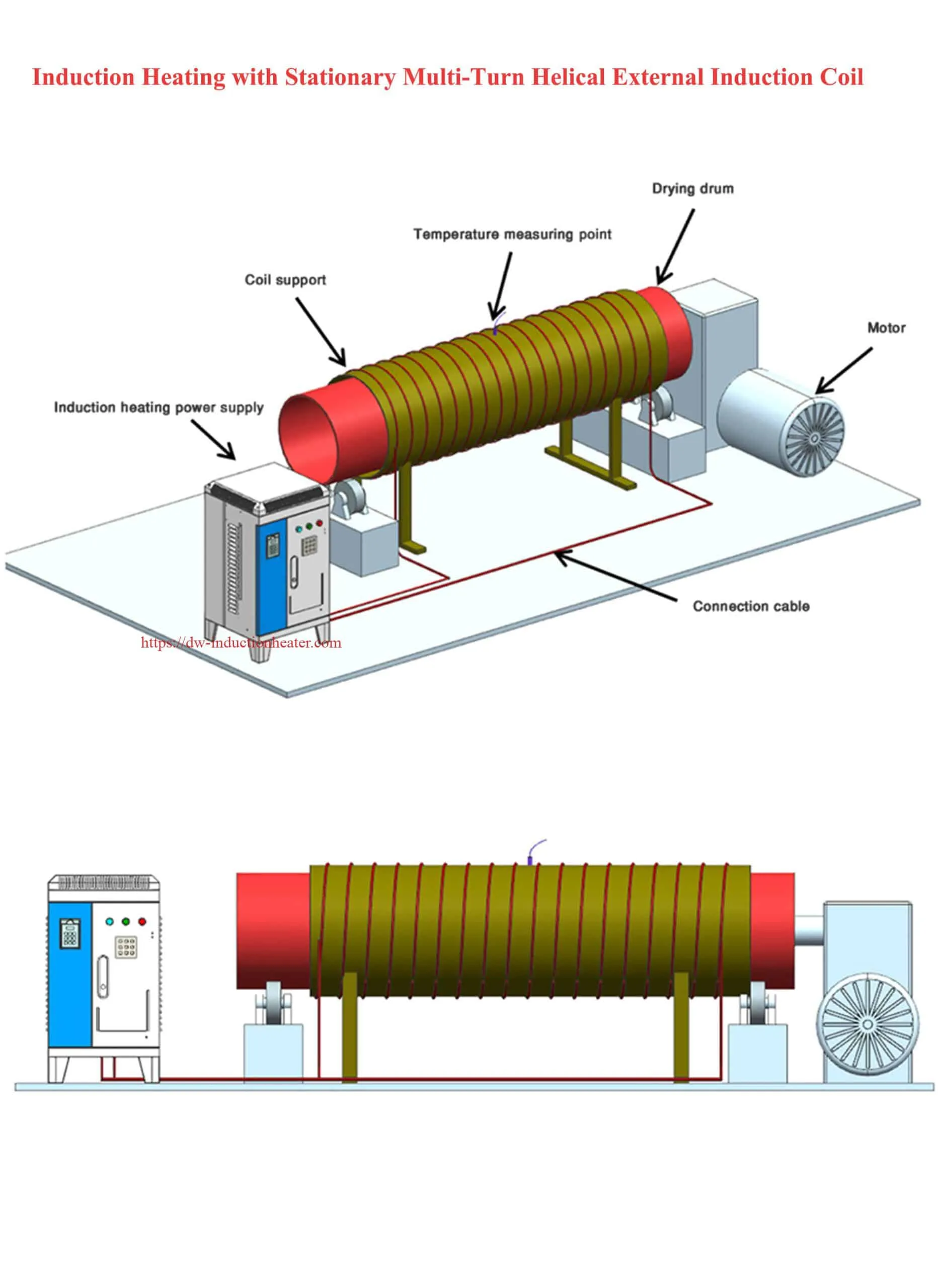
Innleiðsluhitunarspólur eru vafnar þétt utan um burðinn og það er ákveðið bil á milli spólustuðningsins og þurrkunartromlunnar. Þegar þurrkunartromlan snýst, helst innleiðsluhitunarspólan kyrr. Innleiðsluhitakerfið keyrir til að hita þurrkunartrommann á hraðan og skilvirkan hátt.
Rafmagnsframleiðsla hitun
Rafsegulhitun er einnig kölluð rafsegulörvunarhitun, það er rafsegulhitun (erlend tungumál: Rafsegulhitun skammstöfun: EH) tækni. Meginreglan um rafsegulhitun er að mynda segulsvið til skiptis í gegnum íhluti rafrásarborðsins. Það er að segja, að skera segullínur til skiptis myndar riðstraum (þ.e. hringstraum) í málmhluta botns ílátsins. Hringstraumurinn gerir það að verkum að burðarefnin neðst í ílátinu hreyfast á miklum hraða og óreglulega og burðarefnin og atómin rekast á og nuddast hvert við annað til að mynda hitaorku. Svo að það hafi áhrif á að hita hlutinn. Vegna þess að járnílátið framleiðir hita af sjálfu sér er hitabreytingarhlutfallið sérstaklega hátt, allt að 95%. Það er bein hitunaraðferð. Induction eldavél, virkjunarhelluborð og rafsegulhitun hrísgrjónaeldavél eru allir með rafsegulhitunartækni.
 Ókostir hefðbundinnar mótstöðuhitunar
Ókostir hefðbundinnar mótstöðuhitunar
Stórt hitatap: Upphitunaraðferðin sem notuð er sérstaklega af núverandi fyrirtækjum er gerð úr viðnámsvír og innri og ytri hliðar hringsins mynda hita. Í loftinu mun það valda beinu tapi og sóun á raforku.
Hækkun umhverfishita: Vegna mikils hitataps hækkar hitastig umhverfisins, sérstaklega á sumrin, sem hefur mikil áhrif á framleiðsluumhverfið. Sumt vinnuhitastig á staðnum hefur farið yfir 45 gráður. aukaúrgangur.
Stuttur endingartími og mikið viðhald: hitunarhitastig rafhitunarrörsins er allt að 300 gráður vegna notkunar viðnámsvírs, hitauppstreymi er stórt, það er ekki auðvelt að stjórna hitastigi nákvæmlega og viðnámsvírinn er auðveldlega blásið vegna öldrunar við háan hita. Líftími rafhitunarspólunnar er um hálft ár, þannig að viðhaldsálagið er tiltölulega mikið.
 Kostir rafsegulsviðshitunarvara
Kostir rafsegulsviðshitunarvara
Löng endingartími: Rafsegulhitunarspólan sjálf framleiðir í grundvallaratriðum ekki hita, þannig að hann hefur langan endingartíma, ekkert viðhald og enginn viðhalds- og skiptikostnaður; hitunarhlutinn tekur upp hringlaga kapalbyggingu, kapalinn sjálfur framleiðir ekki hita og þolir háan hita yfir 500 °C, með endingartíma allt að 10 ár. Ekkert viðhald er krafist og það er í grundvallaratriðum enginn viðhaldskostnaður á síðara tímabilinu.
Öruggt og áreiðanlegt: Ytri veggur tunnunnar er hituð með hátíðni rafsegulvirkni, hitinn er að fullu nýttur og það er í grundvallaratriðum ekkert tap. Hitinn safnast upp inni í upphitunarhlutanum og yfirborðshiti rafsegulspólunnar er aðeins hærra en stofuhita, sem hægt er að snerta á öruggan hátt án háhitaverndar, sem er öruggt og áreiðanlegt.
Mikil afköst og orkusparnaður: Innri hitahitunaraðferðin er notuð og sameindirnar í hitunarlíkamanum örva segulorku beint til að mynda hita. Heita byrjunin er mjög hröð og meðalhitunartími styttist um meira en 60% samanborið við upphitunaraðferð viðnámsspólunnar. Í samanburði við upphitun viðnámsspólu sparar það 30-70% af rafmagni, sem bætir framleiðslu skilvirkni til muna.
Nákvæm hitastýring: Spólan sjálf framleiðir ekki hita, hitatregðu er lítil, hitatregðu er lágt, hitastig innri og ytri veggja tunnunnar er í samræmi, hitastýringin er nákvæm í rauntíma, gæði vörunnar er verulega bætt, og framleiðsluhagkvæmni er mikil.
Góð einangrun: Rafsegulspólinn er gerður úr sérsniðnum sérstökum háhita og háspennu sérstökum snúrum, með góða einangrun, engin bein snerting við ytri vegg tanksins, enginn leki, skammhlaupsbilun og engar áhyggjur.
Bæta vinnuumhverfi: Sprautumótunarvélin sem hefur verið umbreytt með rafsegulhitunarbúnaði notar innri hitunaraðferðina, hitinn er einbeitt inni í upphitunarhlutanum og ytri hitaleiðni er nánast engin. Hægt er að bæta yfirborðshitastig búnaðarins að því marki að mannslíkaminn getur snert hann og umhverfishiti minnkar úr yfir 100°C þegar viðnámsspólan er hituð í eðlilegt hitastig, sem bætir vinnuumhverfi framleiðslunnar til muna. staður, eykur í raun eldmóð framleiðslustarfsmanna og dregur úr kostnaði við loftræstingu og kælingu á sumarverksmiðjusvæðinu. Í samræmi við hugmyndina um „fólksmiðað“ munum við búa til umhverfisvænt, öruggt og þægilegt framleiðsluumhverfi fyrir verksmiðjur og framlínuframleiðslufólk.
Notkun örvunarhitunar:
Iðnaðar rafsegulorkusparandi umbreyting er mikið notuð í orkusparandi umbreytingu á upphitun plastvéla, timbur, smíði, mat, læknisfræði, efnaiðnað, svo sem plastsprautumótunarvél, extruder, filmublásara, vírteiknavél, plastfilmu, pípa, vír og aðrar vélar, matvælavinnsla, textíl, prentun og litun, málmvinnsla, léttur iðnaður, vélar, yfirborðshitameðhöndlun og suðu, katlar, vatnskatlar og aðrar atvinnugreinar, geta komið í stað mótstöðuhitunar, svo og eldsneyti opinn eld hefðbundinn orka .
Textílprentun og litun: notkun rafsegulhitunar fyrir hráefni getur bætt orkunýtingu, aukið hitunarhraða og bætt nákvæmni hitastýringar;
Léttur iðnaður: lokun á dósum og öðrum plastumbúðum osfrv.
Ketiliðnaður: Með því að nýta hraðan upphitunarhraða getur rafsegulketillinn yfirgefið heildarhitunaraðferð hefðbundins ketils og aðeins hitað vatnsúttak ketilsins, þannig að vatnsrennslið ljúki upphituninni í flæðinu, hitunarhraða er hratt og plássið sparast.
Vélaiðnaður: hátíðni rafsegulhita upphitun er hægt að nota til hitameðhöndlunar með málmum og áhrif þess eru verulega bætt samanborið við hefðbundnar meðferðaraðferðir. diathermy áður en þrýstingur vinnur;
Notkun rafsegulhitunartækni er ekki aðeins til þess fallin að bæta gæði vöru, framleiðslu skilvirkni, orkusparnað og kostnaðarlækkun, heldur einnig til að bæta tæknilegt stig búnaðarframleiðslufyrirtækja. Það er meira og meira viðurkennt og notað í hefðbundnum iðnaði.