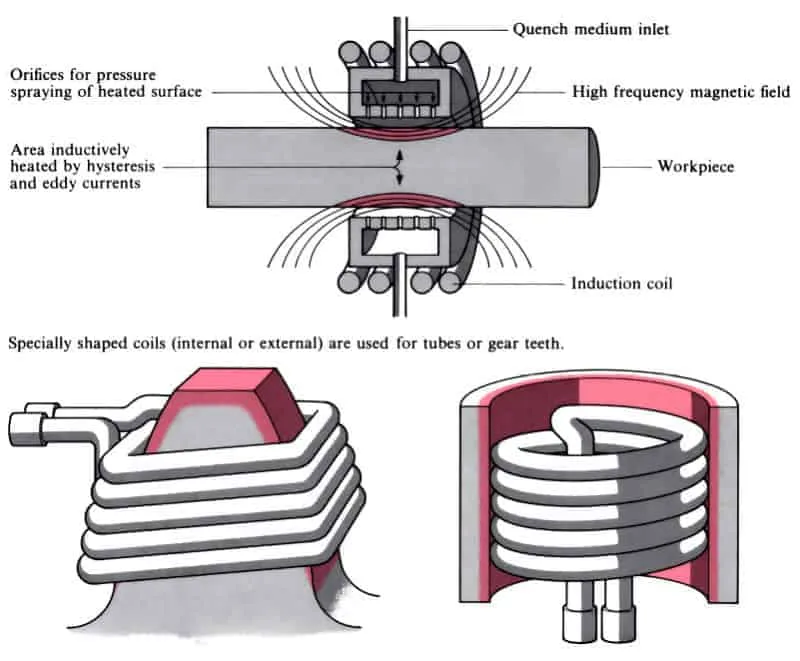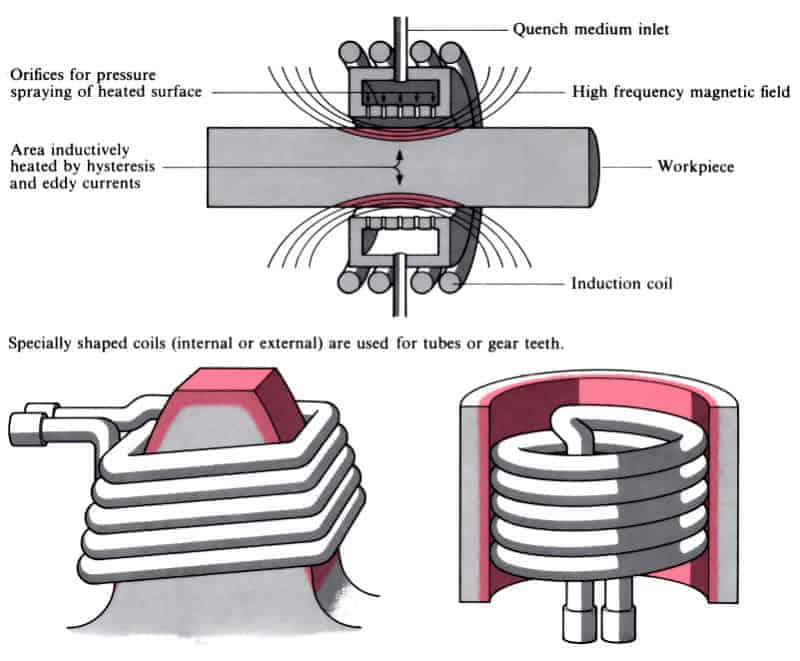
Induction yfirborð herða stál mátun
Lýsing
Induction Surface Hardening stál mátun við 1600 ºF (871 ºC) til að herða umsókn
Induction Yfirborð herða stál mátun fyrir framleiðslu á vélbúnum hlutum er venjulega framkvæmt með innleiðslu upphitun. Helstu tæknilegu breyturnar eru yfirborðs hörku, staðbundin hörku og árangursrík herðadýpt.

Efni: Stálfestingar (0.75 ”/ 19 mm þvermál)
Hitastig: 1600 ºF (871 ºC)
Tíðni: 368 kHz
Búnaður:
-DW-UHF-10kW upphitunar hitakerfi búin fjarlægri hitastöð sem inniheldur tvo 1.0 μF þétta
-Þriggja snúninga pönnukaka helical innleiðslu hitunar spólu hannað og þróað sérstaklega fyrir þetta forrit
The framkalla hita spólu hönnun gerði kleift að hækka hlutann í hitunarspóluna frá botni. Hönnunin var einnig gerð til að tryggja að hún muni virka vel innan núverandi uppsetningar viðskiptavinarins. Upphafsprófanir fóru fram með hitastigsmálum til að meta einsleitni upphitunarmynsturs og upphitunarhraða. Með góðu hitunarmynstri náð voru sýni unnin með tímabili 1.0, 1.25 og 1.5 sekúndu. Sýnin voru látin falla í vatnsslökun í kjölfar upphitunar til að ljúka herðunarferlinu.

Niðurstöður / Hagur
Hraði: Mátunin var hituð á innan við tveimur sekúndum
Skilvirkni: Framleiðsla notar minni orku en samkeppnishitunaraðferðir
Fótspor / hönnun: Innleiðsla hitun er hægt að útfæra á meðan hóflegt gólfpláss er tekið auk plús hönnunarinnar fellur að rekstrarfyrirkomulagi viðskiptavinarins