Framleiðslu forhitun suðu bifreið transaxle
Lýsing
Framleiðslu forhitun suðu bifreið transaxle
Hlutlæg: Til að hita 3.6 ”(91 mm) stálás utan að þvermál með þremur suðulínum upp í 662 ºF (350 ºC) þar sem hver suðulína er hituð að hitastigi innan fimm sekúndna
![]() efni: Viðskiptavinur útvegaði 3.6 ”(91 mm) OD stálás
efni: Viðskiptavinur útvegaði 3.6 ”(91 mm) OD stálás
Hitastig: 662 ºF (350 ºC)
Frequency: 121 kHz
Búnaður: DW-HF-45kW 50-150 kHz innrennsli hitakerfi búin fjarlægri hitastöð sem inniheldur átta 1.0 μF þétta í samhliða röð
- Innri bora með einni stöðu framkalla hita spólu hannað og þróað sérstaklega fyrir þessa umsókn.
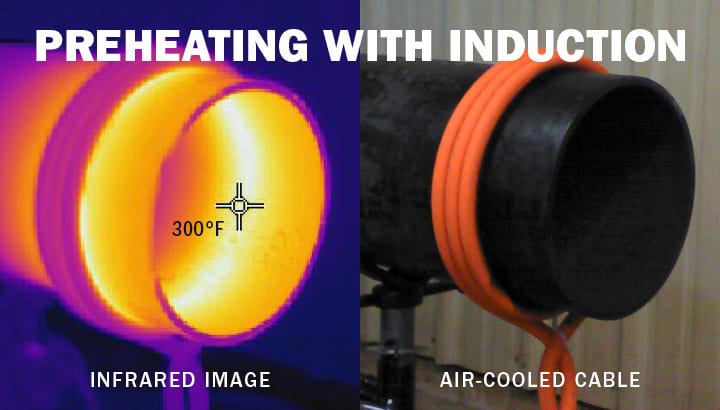
 Framleiðsluhitunarferli: Stálásin var máluð með hitastig sem gefur til kynna málningu og hitauppstreymi var fest á hlutann. Upphitunarhitaspólan var sett inni í stálásinn og kveikt var á aflgjafanum. Þessi aðferð gerði kleift að hita suðulínuna í 662 ºF (350 ºC) innan fimm sekúndna eins og viðskiptavinurinn vildi. Það er hægt að forrita aflgjafann til að slökkva á honum eftir tilætlaðan upphitunartíma - fimm sekúndur í þessu tilfelli. Síðan er hægt að flytja spóluna í aðra suðu línuna og þriðju suðu línuna.
Framleiðsluhitunarferli: Stálásin var máluð með hitastig sem gefur til kynna málningu og hitauppstreymi var fest á hlutann. Upphitunarhitaspólan var sett inni í stálásinn og kveikt var á aflgjafanum. Þessi aðferð gerði kleift að hita suðulínuna í 662 ºF (350 ºC) innan fimm sekúndna eins og viðskiptavinurinn vildi. Það er hægt að forrita aflgjafann til að slökkva á honum eftir tilætlaðan upphitunartíma - fimm sekúndur í þessu tilfelli. Síðan er hægt að flytja spóluna í aðra suðu línuna og þriðju suðu línuna.
Niðurstöður / ávinningur: Með því að spólan er inni í ásnum kemur hún ekki í veg fyrir og hún er þá auðveldlega færð í næstu suðu línu
- Hraði: Innleiðsla og fyrirhugað ferli gerir suðu línunum kleift að hita upp að hitastigi innan markhópsins
tími
- Ókeypis prófanir á rannsóknarstofum: Þetta er nýtt verkefni fyrir viðskiptavininn og HLQ rannsóknarþjónustubiðsprófanir gerðu viðskiptavinum kleift að
prófa umsókn þeirra og nýstárleg nálgun var hönnuð




