Induction Shrink Mátun
Lýsing
Induction Shrink Mátun
Innrennslisskrúfa mátun vísar til notkunar á upphitunarhitatækni til að hita málmhluta á milli 150 ° C (302 ° F) og 300 ° C (572 ° F) og veldur því að þau stækka og gera kleift að setja inn eða fjarlægja aðra hluti. Venjulega er lægra hitastigið notað á málmum eins og áli og hærri hitastig er notað á málmum eins og lág / miðlungs kolefni stál. Ferlið forðast að breyta vélrænni eiginleikum meðan á því er hægt að vinna íhluti. Málmar auka venjulega til að bregðast við hitun og samningi við kælingu; þetta víddar svar við hitastigsbreytingum er gefið upp sem hitauppstreymisstuðull.
aðferð
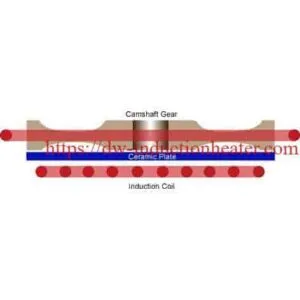
Innleiðsla hitun er samband við upphitunarferli sem notar meginregluna um rafmagnsleiðsla að framleiða hita í vinnustykki. Í þessu tilfelli er hitauppstreymi notað í vélrænni notkun til að passa hluta yfir hvert annað, td er hægt að setja hylki yfir bol með því að gera innra þvermál þess aðeins minna en þvermál bolsins, hita það síðan þar til það passar yfir skaftið og leyfa því að kólna eftir að því hefur verið ýtt yfir skaftið og ná þannig „skreppa saman“. Með því að setja leiðandi efni í sterkt skiptisegulsvið er hægt að láta rafstraum flæða í málmnum og skapa þannig hita vegna I2R tap í efninu. Núverandi myndast rennur aðallega í yfirborðslaginu. Dýpt þessa lags er ráðist af tíðni skiptisvæðisins og gegndræpi efnisins. Induction hitari fyrir skreppa mátun falla í tvo breiða flokka:
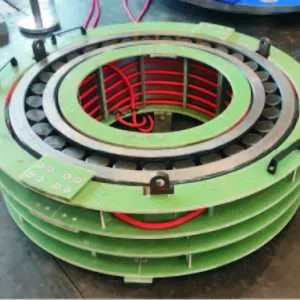
· Stöðugleiningartæki nota segulmagnaðir kjarna (járn)
· Solid State (rafeindatækni) MF og RF Induction Hitari