Induction Heat Staking fyrir Spring Wire og Nylon Powder
Hitasetning felur í sér notkun framkalla hita í ferlum þar sem plast breytir um ástand úr föstu í fljótandi. Ein algeng notkun fyrir þetta forrit er að pressa málmhluta í plasthluta. Málmurinn er hitaður með því að nota innleiðslu í hitastig sem er hærra en plastendurflæðið. Í sumum tilfellum getur málminn verið þrýst inn í plastið áður en hitun á sér stað; eða málmurinn getur verið hitaður áður en honum er þrýst inn í plastið, sem veldur því að plastið flæðir aftur þegar hlutanum er þrýst inn (einnig þekkt sem plastflæði). Innleiðsluhitun er einnig hægt að nota í plastsprautumótunarvélum. Innleiðsluhitun bætir orkunýtni fyrir innspýtingar- og útpressunarferla. Hiti myndast beint í tunnu vélarinnar sem dregur úr upphitunartíma og orkunotkun.
 Innsetning úr málmi í plast felur í sér að hita snittari málminnskot að hitastigi yfir plastendurflæðispunktinum og þrýsta því inn í plasthlutann. Ferlið krefst hraðrar, nákvæmrar, endurtekinnar upphitunar. Mýking innri þráða er afleiðing af löngum upphitunarferlum.
Innsetning úr málmi í plast felur í sér að hita snittari málminnskot að hitastigi yfir plastendurflæðispunktinum og þrýsta því inn í plasthlutann. Ferlið krefst hraðrar, nákvæmrar, endurtekinnar upphitunar. Mýking innri þráða er afleiðing af löngum upphitunarferlum.
Innleiðsla hitun veitir nákvæma hitastýringu til að tryggja stöðuga niðurstöðu, með hágæða niðurstöðum. Hægt er að forrita búnað fyrir tiltekið aflstig og upphitunartíma, fjarlægja breytileika rekstraraðila og bæta endurtekningarhæfni ferlisins.
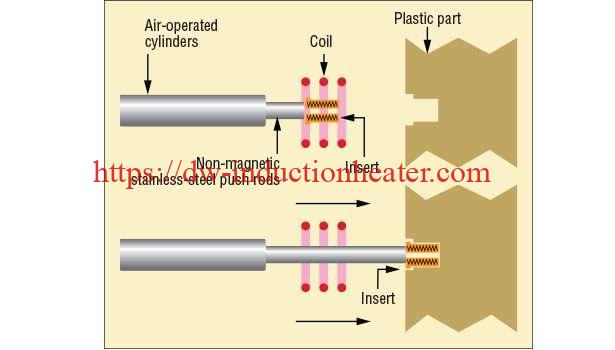
 Hlutlæg: Til að hita endana á 0.072 tommu gormvír, með 1/2 tommu á milli, jafnt til að nota nælonduft á 1 tommu lengd enda. Einu sinni hituð í 7000F, nælonduftið rennur saman við vírinn og skapar hlífðarhúð. Bylgjur hafa fyrri sögu um að stinga í gegnum stuðningsflíkina og klóra þann sem ber. Með því að bæta við hlífðar nylonhúð á enda vírformsins er komið í veg fyrir þessar óþægilegu aðstæður.
Hlutlæg: Til að hita endana á 0.072 tommu gormvír, með 1/2 tommu á milli, jafnt til að nota nælonduft á 1 tommu lengd enda. Einu sinni hituð í 7000F, nælonduftið rennur saman við vírinn og skapar hlífðarhúð. Bylgjur hafa fyrri sögu um að stinga í gegnum stuðningsflíkina og klóra þann sem ber. Með því að bæta við hlífðar nylonhúð á enda vírformsins er komið í veg fyrir þessar óþægilegu aðstæður.
efni: Spring Wire og Nylon Powder
Hitastig: 370 ℃
Umsókn: The DW-UHF-6KW-III framleiðsla á föstu formi Virkjun hita aflgjafa ásamt einstökum fimm (5) snúningum ílangri spólu var notaður til að ná eftirfarandi niðurstöðum:
- 370 ℃ náðist með tólf (12) sekúndna vélarlotu.
- Samræmd húðun var framleidd vegna jafnrar upphitunar vegna einstakrar fimm (5) snúninga ílangs spólulaga spólu.
- Tólf (12) vírsýni voru hituð samtímis í einstaka vinnuspólunni.
Búnaður: DW-UHF-6KW-III framleiðsla á innleiðsluaflgjafa í föstu formi, þar á meðal ein (1) fjarhitastöð sem inniheldur tvo (2) þétta að heildargildi 0.66 µF, og einstaka fimm (5) snúninga ílanga spólu sem mælist 2 1/2″ breið, 8 1/ 2 tommur langur og 2 3/4 tommur á hæð með neðri tvær beygjurnar hallaðar niður á endana.
Frequency: 258 kHz
