framköllun sem herðir tennur sögblaðsins
Lýsing
innleiðsla herða tennur sagblaðsins með hátíðni innleiðslu herða vél
Markmið
Innleiðsla herða tennur á stóru sagblaði til að herða yfirborð; markmiðið er að stytta upphitunartímann
Efni: Hluti sögblaðsins
Hitastig: 1650 ºF (899 ºC)
Tíðni: 134 kHz
Búnaður :
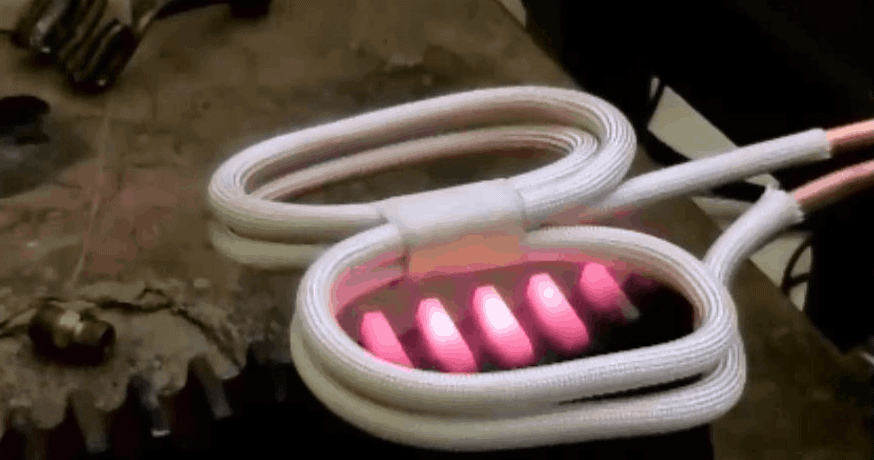
–DW-UHF-40kW 50-150 kHz innrennsli hitakerfi búin fjarstýrðu vinnuhausi sem inniheldur átta 1.0 μF þétta

–Hreyfilsnúningur með tvöföldum snúningi, sem er virkur í upphitun, hannaður og þróaður sérstaklega fyrir þetta forrit
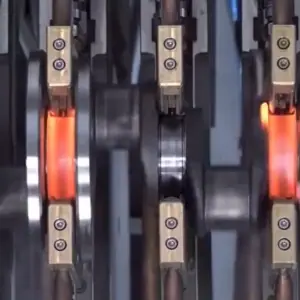
Ferli: The framkalla hita spólu var þróað þannig að það myndi ekki einbeita sér hita í ytri brún dal tannsins. Hlutanum var komið fyrir undir spólunni í um það bil 1/8 ”(3.2 mm) fjarlægð og kveikt var á rafmagninu. Með 40 kW DW-UHF röð hitauppstreymis aflgjafa er hlutinn hitaður að hitastigi innan markhraða fimm tanna á fjórar sekúndur.
 Niðurstöður / Hagur
Niðurstöður / Hagur
–Hraði: Viðskiptavinurinn var þegar að nota örvun, en vildi uppfæra í hærra aflkerfi til að auka
framleiðsluhlutfall þeirra (Áður en viðskiptavinur notaði örvun frá HLQ notaði hann kyndil.)
–Nákvæmni og endurtekningarnákvæmni: Kyndill er ekki eins nákvæmur og örvun né er hann endurtekinn, en örvun getur verið
útfærð til að vera mjög endurtekin
–Nýting: Innleiðsla hitun notar minni orku en kyndill og býður upp á upphitun á / af upphitun