






Málmar Billet Hot Eldsmíði Ofni
Lýsing
Málmar Billet Hot Eldsmíði Ofni með innleiðingu til að hita kopar / ál / járn stál billets áður heitt mynda
Innleiðsla hitun er mikið starfandi í málmum billet heitt móta iðnaður að hita billet sem er að vera svikin í heitu. Í stálvinnsluiðnaði eru hitaðar steypir stál hituð við hitastig um 1000 oC-1250 oC samkvæmt kolefnisinnihald og álfelgur. The heitt móta ferli krefst hár hita upphitun billet jafnt og þétt bæði meðfram þvermál hlið og traverse hlið billet. Almennt er upphafshitastig billetinn í stofuhita og það þarf að hita yfir endurkristöllunarhitastigið fyrir heitt mótaferli. Það eru ýmsar leiðir til að hita málm í heitum móta, þar með talið upphitunarhitun, gaseldsofni, olíufyrst ofni, innrauða hitari og rafþrýstihitun. Innrennslis upphitun hefur ýmsa kosti en aðrar aðferðir við upphitun í heitum móta. Fyrst af öllu búa innstreymi hitakerfi til mikillar hitaþenslu mjög fljótt á ákveðnum hluta málmsins. Auk þess eru upphitunarhitakerfi fljótleg upphafssystem, þar sem þessir kerfi þurfa ekki að hita upphitun eins og í ofni hitun. Einnig er upphitunartíminn ósamrýmanlegur stuttur við aðrar aðferðir. Í samanburði við gas og olíu ofni hitun, stjórna og endurtaka sama upphitun ástand fyrir mismunandi tíma er auðveldara að ná. Sjálfvirkni er hægt að beita við upphitunar hitakerfi. Það mun krefjast lágmarks búð gólf rúm. Innleiðsla hitun er einnig orkusparandi og umhverfisvænari. Það verður engin skaðleg brennsluútblástur í umhverfinu eins og við hitun gas og olíu. Ennfremur veldur gaseldsofnar ofnæmi með lélegri yfirborðs gæði vegna mælikvarða. Upphitunarhitunin veitir verulega minnkun á myndunarskala og decarburization á upphituninni.
Vörulýsing
Til að hita ýmis bar efni: svo sem stál og járn, brons, kopar, álfelgur o.fl.
Mynd bara til viðmiðunar, litur er breytanleg með mismunandi krafti.
Aðgerðir og sérstakar forskriftir sérsniðnar eftir kröfum viðskiptavina.
Lögun og kostir:
1. Sjálfvirkt: Sjálfvirk fóðrun, sjálfvirkt val á vinnustykkinu er gott eða slæmt, sjálfvirk mæling á hitastigi, sjálfvirk losun.
2. Samþætt hönnun: Sparaðu uppsetningu tíma, kostnað og pláss.
3. Innbyggður rekstrarplata birtir rekstrarástand véla til að auðvelda bilanagreiningu.
| Aðstaða | Detail | |
| 1 | Hitið hratt og stöðugt | sparnaður 20% - 30% raforku en hefðbundinn hátt;
Hár skilvirkni og lítil orkunotkun |
| 2 | Lítil í stærð | Auðvelt að setja upp, reka og gera við |
| 3 | Öruggur og áreiðanlegur | Engin háspenna, mjög örugg fyrir starfsmenn þína. |
| 4 | Kælibúnaður | Fær að starfa stöðugt allan sólarhringinn |
| 5 | ljúka sjálfsvörn virka |
margar gerðir af viðvörunarljósum: yfirstreymi, ofspenna, yfir heitu, vatnsskortur o.fl. Þessar lampar geta stjórnað og vernda vélina. |
| 6 | Umhverfisvernd | Næstum ekkert oxíðlag, framleitt engin útblástur, ekkert sóunarefni |
| 7 | IGBT Tegund | Forðastu truflun ótengt rafmagnsneta; Gakktu úr skugga um langan tíma vélarinnar. |
Parameter málma billet heitt móta ofni:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Input Voltage | 3 phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Hámarks inntakstilgangur | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscillating tíðni | 0.5KHz ^ 20KHz (oscillating tíðni verður aðlaga eftir stærð hita hluta) | ||||||
| Skyldaheimildir | 100%, 24h vinnur stöðugt | ||||||
| Kælivatnskip | 0.1MPa | ||||||
| Mál | Host | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Framlenging | eftirnafn verður aðlaga eftir efni og stærð hitahluta | ||||||
| þyngd | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Gerðu ráð fyrir vídd framlengingarinnar | |||||||
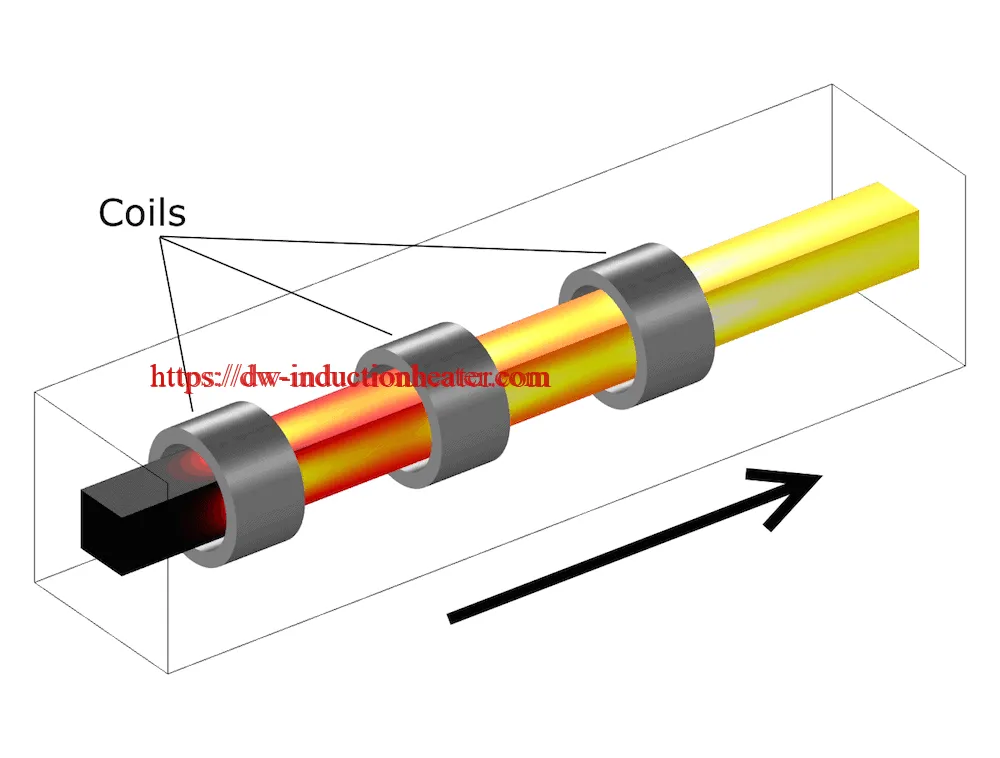
Í innspýtingarmálinu er heitt mótaofn ofni allt billets eða slug hituð. Venjulega fyrir stuttum billets eða sniglum er hlaðari eða skál notað til að sjálfkrafa kynna billetsin í takt við klípa vals, keðjufyrirt dráttarvélar eða í sumum tilfellum pneumatic pushers. The billets eru síðan ekið í gegnum spólu einn á eftir öðrum á vatnskældu teinn eða keramiklínur eru notaðir í gegnum spóluborðið sem draga úr núningi og koma í veg fyrir slit. Lengd spólu er fall af nauðsynlegu seytingartíma, hringrásartímann á hverja hluti og lengd billetsins. Í stórum þvermálum er ekki óvenjulegt að hafa 4 eða 5 vafninga í röð til að gefa 5 m (16 ft) spólu eða meira.







