
Innleiðsla Forhitun Welding Steel Steel Rods
Lýsing
Induction forhitun suðu stál stangir umsóknir
Markmið Til að forhita stálstengur í 500 ºF (260 ºC) fyrir suðuforrit fyrir stóran framleiðanda búnaðar
efni: Viðskiptavinur afhentir stálpinnar (mismunandi, að meðaltali 2 ”/ 51mm)
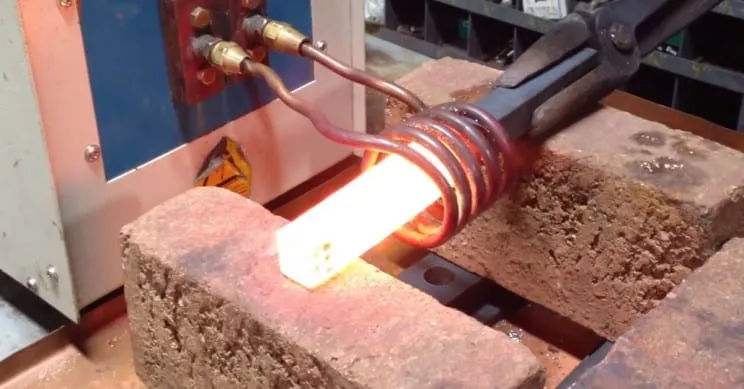
Hitastig: 500 ºF (260 ºC)
Frequency: 100 kHz
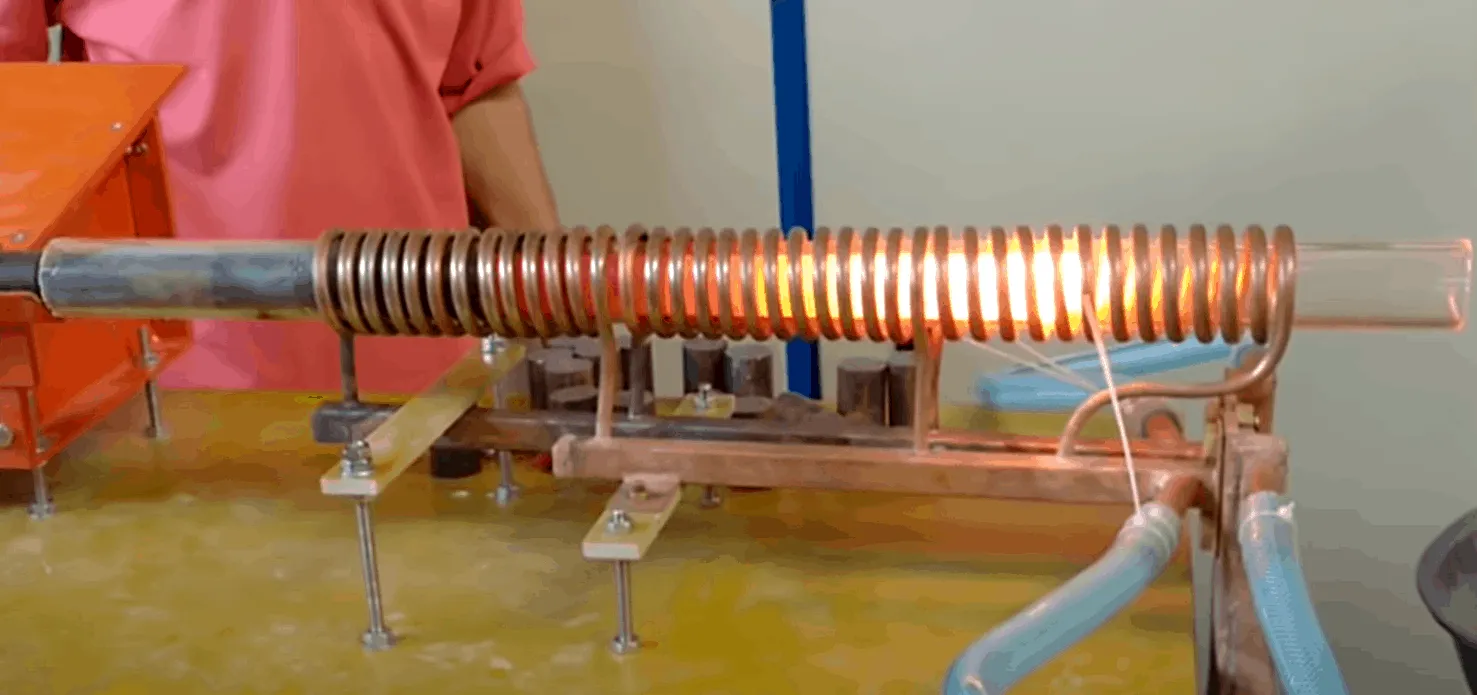
Búnaður: DW-HF-45kW 50-150 kHz innleiðsluhitakerfi með fjarstýringu sem inniheldur átta 1.0 μF þétta
- Margfeldis tveggja snúninga framkalla hita spólu hannað og þróað sérstaklega fyrir þetta forrit
Framleiðslu upphitunarferli: Stálstöngin var hlaðin í spóluna og kveikt var á hitanum. Hlutinn náði 600 ºF (316 ºC) innan einnar mínútu. Slökkt var á aflanum og fylgst með stönginni í 30 sekúndur til að tryggja að utanlagið félli ekki niður fyrir 500 ºF (260 ºC).

Byggt á reynslu og prófun Umsóknarstofunnar, því lengri upphitunartími, því minni afl er krafist.
Að auki, því lengri upphitunartími, því lengur var útihiti yfir 500 ºF.
Í ljósi þess eru viðbótarmöguleikar þegar kemur að aflgjafa, allt frá 15kW hitauppstreymi með tveggja stillinga spólu sem hefur upphitunartíma í tvær mínútur, í 45kW innrennsli hitakerfi með fjögurra staða spólu og upphitunartíma í eina mínútu.
Niðurstöður / Hagur
Nákvæm upphitun: Viðskiptavinurinn er að horfa á að skipta úr loga þar sem örvun getur boðið upp á nákvæmari, endurtekna upphitun
- Skarpskyggni: Framleiðsla vinnur frábært starf sem kemst inn í pinna samanborið við kyndil, sem skiptir miklu máli
forhitun til suðu
- Hraði: Framleiðsla gerir kleift að hita hratt sem getur aukið framleiðslu miðað við kyndilhitun
- Hlutagæði: Kyndill getur gert hlutinn brothættan, sem gerir örvun hagstætt
- Vinnuumhverfi: Innleiðsla forhitun suðu er öruggari hitunaraðferð sem færir minni hita inn á vinnustaðinn en logi gerir




